
In any industrial steam boiler system, the quality of boiler feed water directly determines equipment life and operational efficiency. Among all feed water treatment components, the Deaerator Tank is the most critical — and most often overlooked. A properly operating Deaerator Tank removes dissolved oxygen and carbon dioxide from feed water before it reaches the boiler, preventing corrosive damage, improving fuel efficiency, and extending pressure part service life. For boiler engineers and plant managers, understanding its function is fundamental to running a safe and reliable steam plant.
What Is a Deaerator Tank?

A Deaerator Tank is a pressure vessel-based feed water conditioning device designed to mechanically strip dissolved gases — primarily oxygen (O₂) and carbon dioxide (CO₂) — from boiler make-up water and condensate return. The Deaerator Tank consists of two sections: an upper deaerator dome where steam scrubbing takes place, and a lower storage vessel where deaerated water is held at saturation temperature and pressure before being dispatched to the steam boiler by the boiler feed pumps.
Why Dissolved Gases Are Dangerous in Steam Boiler Systems
Dissolved oxygen is among the most destructive agents in any steam boiler system. Even at concentrations as low as 10 to 20 ppb, oxygen initiates pitting corrosion on boiler tubes, economisers, and feed lines. Carbon dioxide compounds this damage by forming carbonic acid in condensate return lines, lowering pH and aggressively attacking carbon steel surfaces. Without a functioning Deaerator Tank, these gases enter the boiler continuously. The result is accelerated metal loss, tube failures, and unplanned shutdowns. An industrial boiler operating without effective deaeration will inevitably suffer premature pressure part failure — a costly and avoidable outcome that no chemical dosing programme alone can prevent.
Read More About– What is a Deaerator tank ?
Working Principle of the Deaerator Tank
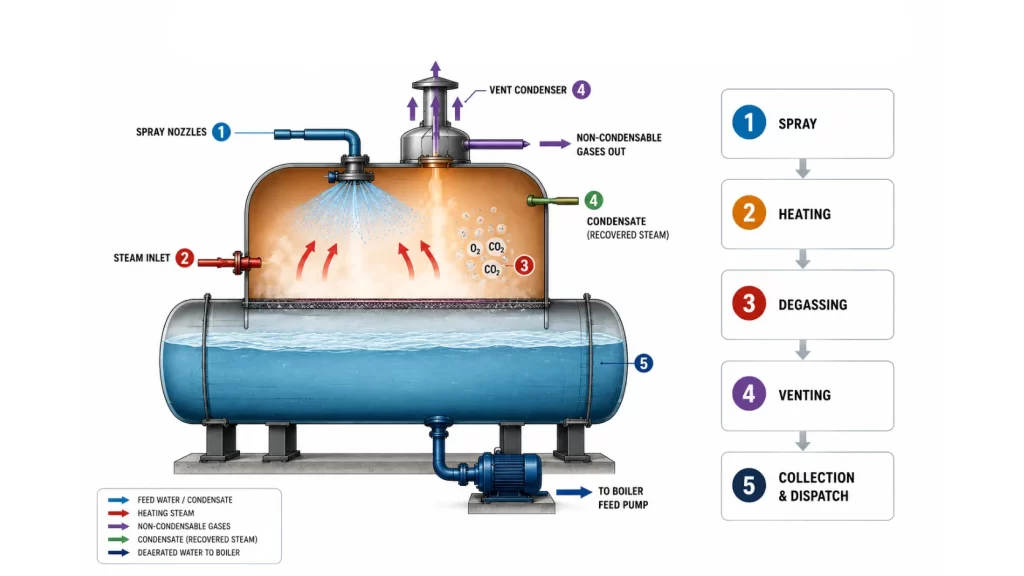
The Deaerator Tank operates on Henry’s Law: dissolved gas solubility in water drops to near zero when water is heated to its saturation temperature. The process proceeds in five steps:
- Incoming feed water and condensate are sprayed through nozzles into a steam-filled dome, maximising surface area for gas liberation.
- Low-pressure heating steam raises water temperature to saturation — typically 105°C to 120 °C at operating pressure.
- Dissolved oxygen and CO₂ break out of solution and are swept upward by rising steam.
- A vent condenser allows non-condensable gases to escape while recovering residual steam energy.
- Fully deaerated water drops into the storage section, achieving residual dissolved oxygen levels below 7 ppb, before the boiler feed pump dispatches it to the steam boiler.
This precise thermal-mechanical process is what makes the Deaerator Tank irreplaceable in any serious steam boiler system.
Role of the Deaerator Tank in Boiler Efficiency
Beyond corrosion prevention, the Deaerator Tank functions as a direct-contact heat exchanger that recovers thermal energy from low-grade steam or flash steam, reducing the net fuel input required by the boiler burner. When cold make-up water enters the deaerator, it is pre-heated to saturation temperature — raising feed water temperature by 40°C to 70°C in typical installations. In a plant generating 10 tonnes per hour of steam, this pre-heating delivers fuel savings of 4% to 7%. The da tank in boiler feed systems also provides Net Positive Suction Head (NPSH) assurance for boiler feed pumps, preventing cavitation. Plants regularly report a 30% to 50% reduction in chemical oxygen scavenger consumption after commissioning an effective Deaerator Tank.
Key Benefits of Installing a Deaerator Tank
- Corrosion Prevention: Residual dissolved oxygen below 7 ppb eliminates pitting corrosion on boiler tubes, drums, and headers — extending pressure part life by decades.
- Fuel Efficiency: Feed water pre-heating reduces burner firing rates, delivering 4% to 7% fuel savings in a typical industrial boiler.
- Extended Boiler Life: Absence of oxygen and CO₂ attack preserves metal integrity, deferring tube replacement and pressure vessel recertification costs.
- Reduced Downtime: Eliminating corrosion-related tube failures protects production schedules and removes a leading cause of emergency boiler shutdowns.
- Improved Steam Purity: Deaerated feed water reduces iron oxide contamination, stabilising boiler water chemistry and protecting downstream heat exchangers.
Importance in Modern Energy-Efficient Steam Boiler Systems
As industrial energy efficiency standards tighten under ISO 50001, the Deaerator Tank has been re-evaluated as a high-return optimisation asset. Modern installations integrate the deaerator with flash steam recovery systems, condensate polishing units, and automated chemical dosing controllers — achieving feed water treatment efficiencies that reduce operational costs substantially. Energy auditors consistently identify the deaeration circuit as the first intervention point in underperforming steam boiler systems. A poorly maintained or undersized Deaerator Tank — one operating at incorrect pressure or with failed spray nozzles — can negate the efficiency gains of new burner controls, economisers, or heat recovery equipment installed elsewhere in the plant.
Conclusion
The Deaerator Tank is not optional infrastructure — it is a foundational requirement for any industrial boiler installation that prioritises reliability, efficiency, and longevity. From removing corrosive dissolved oxygen and CO₂, pre-heating feed water, protecting feed pumps from cavitation, and reducing chemical treatment expenditure, the Deaerator Tank delivers measurable operational value across every dimension of steam plant performance. For plant heads, maintenance engineers, and energy managers, investing in a correctly sized and properly maintained deaerator is one of the highest-return decisions in steam boiler system management. In today’s cost-conscious industrial environment, where every percentage point of boiler efficiency matters, the DA tank in boiler operations is simply indispensable.
FAQs related Deaerator Tank-
A Deaerator Tank is a feed water treatment vessel used in steam boiler systems to remove dissolved oxygen and carbon dioxide from boiler feed water before it enters the boiler.
A Deaerator Tank prevents corrosion, improves boiler efficiency, reduces chemical consumption, and extends the life of boiler tubes, feed lines, and other pressure parts.
The Deaerator Tank heats feed water to saturation temperature using steam, which releases dissolved gases like oxygen and CO₂ from the water before it is supplied to the boiler.
Without a Deaerator Tank, dissolved oxygen and carbon dioxide can cause severe corrosion, tube failure, reduced efficiency, and unplanned boiler shutdowns.
A properly operating Deaerator Tank can reduce dissolved oxygen levels to below 7 ppb (parts per billion), ensuring safe boiler operation.
Yes, a Deaerator Tank pre-heats boiler feed water, reducing the fuel required to generate steam and improving overall boiler efficiency.
A Deaerator Tank generally consists of a deaerator dome, spray nozzles, vent system, storage tank section, and steam inlet arrangement.
Deaerator Tanks are widely used in food processing, pharmaceuticals, rice mills, textiles, chemicals, paper, plywood, dairy, and thermal power plants.
Regular inspection of spray nozzles, steam control valves, venting systems, and operating pressure should be carried out to maintain efficient deaeration performance.
Thermodyne Engineering Systems is recognized as one of the leading Deaerator Tank manufacturers in India, offering efficient and reliable feed water treatment solutions for industrial steam boiler systems.




