
In steam boiler, the purity of steam is not a luxury — it is an operational necessity. A steam separator is the first line of defense against moisture-laden steam that silently destroys equipment, wastes energy, and compromises product quality across the plant floor.
Every industrial boiler system generates some degree of wet steam. Whether caused by pressure fluctuations, rapid load changes, or poor insulation along steam distribution lines, entrained moisture in steam is a persistent challenge for engineers and boiler operators. The steam separator addresses this problem at its source — stripping water droplets from the steam flow and delivering consistently dry steam to downstream processes.
What Is a Steam Separator?
A steam separator is a mechanical device installed in a steam line to remove entrained water droplets and condensate from steam flow. It is designed to improve steam quality by ensuring that only dry, saturated steam — or near-dry steam — reaches the point of use.
Unlike a steam trap, which removes condensate that has already formed downstream, a steam separator intercepts moisture within the flowing steam before it enters process equipment or heat exchanger. This distinction is critical in high-demand industrial steam applications where even 2–5% moisture content can trigger measurable energy losses.
A steam separator is primarily called a moisture separator or steam drier.
Steam Separator Working Principle
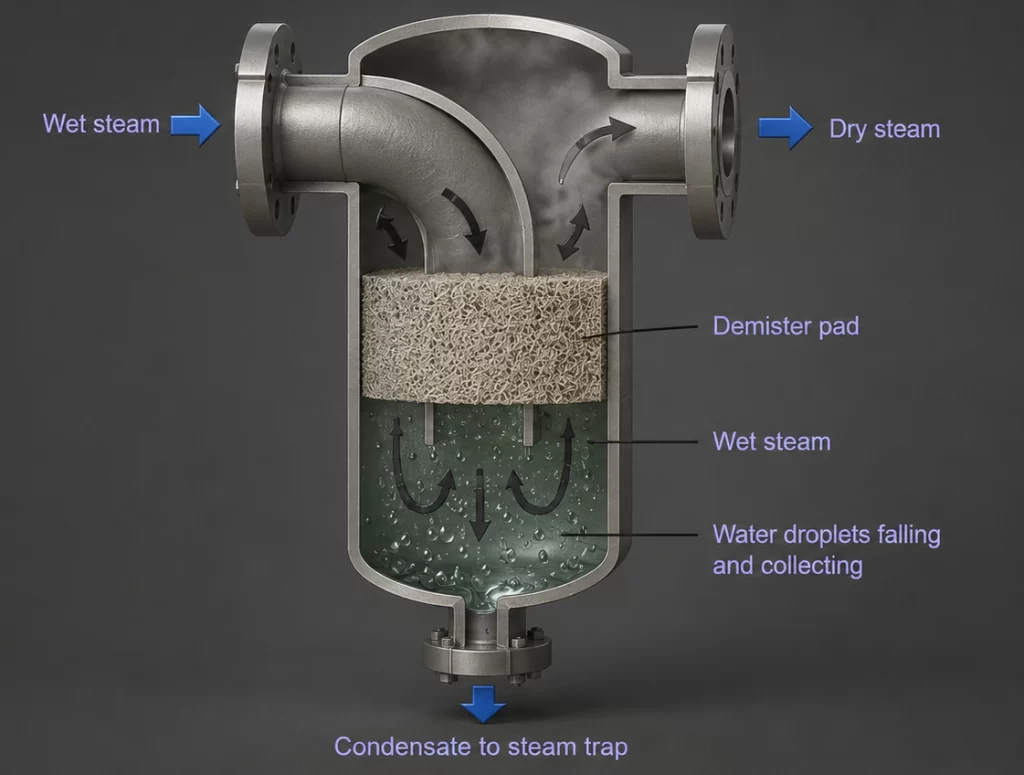
The steam separator working principle relies on centrifugal force, gravity, and changes in flow direction to separate water from steam. As wet steam enters the separator body, it is directed through a series of baffles or a cyclonic chamber. The heavier water droplets are flung outward or downward, collecting at the bottom of the vessel. The lighter, drier steam rises and exits through the outlet port.
Collected condensate drains continuously through an integrated or externally connected steam trap, preventing re-entrainment. This compact steam moisture removal process requires no power input and operates reliably under varying load conditions — making it ideal for continuous industrial operations.
Why Dry Steam Improves Process Efficiency
The role of dry steam in process efficiency cannot be overstated. Wet steam carries a fraction of the latent heat that fully dry steam delivers. When moisture content rises, the effective heat output drops — and your energy bills rise without any corresponding gain in production.
Heat Transfer Efficiency
Dry steam maintains maximum latent heat content. In shell-and-tube heat exchangers and jacketed vessels, heat transfer efficiency depends directly on the quality of incoming steam. Wet steam forms an insulating condensate film on heat transfer surfaces, reducing thermal performance by up to 15% in severe cases.
Boiler Efficiency
A steam separator extends the effective range of your boiler by compensating for fluctuations in steam quality at the header. This reduces the burden on the boiler itself, contributing to measurable improvements in boiler efficiency over time. It also protects the industrial steam boiler system from carryover damage caused by priming events.
Water Hammer Prevention
One of the most damaging consequences of wet steam in a steam distribution system is water hammer — the violent hydraulic shock caused when slugs of condensate collide with bends, valves, or equipment at high velocity. A properly sized steam separator eliminates the moisture that causes these events, protecting pipework and extending plant uptime.
Product Quality and Reduced Maintenance
In food processing and pharmaceutical manufacturing, wet steam risks direct contamination of products. Dry steam benefits also include reduced corrosion within steam lines, lower frequency of steam trap failure, and decreased wear on control valves — all of which translate to reduced maintenance costs and less unplanned downtime.
Common Problems Caused by Wet Steam
Understanding wet steam problems in industrial processes clarifies why steam pipeline moisture control is non-negotiable:
- Reduced latent heat delivery — higher fuel consumption for the same output
- Erosion of valve seats, turbine blades, and control equipment
- Corrosion in steam and condensate return lines due to carbonic acid formation
- Steam trap failure caused by excessive condensate load
- Product contamination in direct-injection steam processes
- Water hammer events leading to pipeline fractures and unplanned shutdowns
- Reduced accuracy of flow measurement instrumentation
Steam Separator vs Steam Trap: Key Differences
The difference between a steam separator and a steam trap is often misunderstood. Both manage condensate, but they serve distinct roles in the steam system:
| Parameter | Steam Separator | Steam Trap |
|---|---|---|
Primary Function |
Removes moisture from live steam flow |
Discharges condensate from steam lines |
Location |
Upstream — before equipment or process |
Downstream — after heat exchangers, drip legs |
Operating Mechanism |
Centrifugal / baffle / gravity separation |
Thermostatic, mechanical, or thermodynamic |
Steam Loss |
Negligible — retains live steam |
Variable depending on trap type and condition |
Moving Parts |
None (most designs) |
Yes — susceptible to wear and failure |
Best Use Case |
Steam quality improvement at supply header |
Condensate removal at point of use |
In a well-designed industrial steam system, separators and traps work together. The steam separator protects upstream steam quality; the trap manages condensate downstream. Using one without the other leaves gaps in steam system efficiency.
Industrial Steam Separator Applications
Industrial steam separator applications span virtually every sector that relies on steam as a process utility:
- Textile — Steam drying and pressing operations demand consistent dry steam to prevent uneven moisture distribution in fabrics.
- Food Processing — Sterilization and cooking processes require high steam quality to meet hygiene and product safety standards.
- Pharmaceutical — Clean steam systems in pharma facilities operate under strict regulatory requirements for direct product contact steam.
- Chemical — Reactors and distillation columns depend on precise steam heating efficiency to maintain process temperatures.
- Paper and Pulp — Drying cylinders need continuous dry steam to achieve uniform sheet moisture content and prevent paper defects.
- Plywood — Hot press operations require stable, moisture-free steam to ensure consistent bonding and board quality.
In each of these industries, a steam separator directly contributes to consistent product quality, reduced energy consumption, and lower equipment maintenance costs.
Conclusion
A steam separator is not an optional accessory — it is a core component of any efficient, reliable industrial steam boiler. By delivering consistently dry steam to process equipment, it directly improves heat transfer efficiency, extends equipment life, prevents water hammer, and supports steam heating efficiency across the plant.
For engineers, factory managers, and boiler operators looking to reduce operating costs and eliminate moisture-related failures, investing in a properly sized steam separator is one of the highest-return decisions in steam system design. The dry steam benefits — from lower maintenance to better product quality — accumulate with every hour of operation.
Ready to Upgrade Your Steam System?
Speak with our steam engineering specialists to select the right steam separator for your plant’s pressure, flow, and steam quality requirements. Request a free consultation today.
Request Free Consultation →Frequently Asked Questions (FAQs) About Steam Separators
A steam separator removes entrained moisture and condensate from steam lines, ensuring that only dry steam reaches process equipment. This improves heat transfer efficiency, reduces energy losses, and protects downstream equipment from damage caused by wet steam.
A steam separator works by using centrifugal force, gravity, or baffle arrangements to separate water droplets from the steam flow. The collected condensate is then discharged through a steam trap, while dry steam continues to the process.
A steam separator removes moisture from live steam before it reaches equipment, whereas a steam trap removes condensate after it forms within steam lines, heat exchangers, or process equipment.
Dry steam contains maximum latent heat energy, resulting in faster heat transfer, improved product quality, lower fuel consumption, and reduced maintenance requirements.
Steam separators are typically installed upstream of pressure reducing stations, control valves, heat exchangers, sterilizers, process vessels, and other equipment requiring high-quality dry steam.
Yes. By improving steam quality and reducing moisture carryover, steam separators help optimize heat utilization, reduce energy wastage, and contribute to overall boiler efficiency.
Steam separators are widely used in food processing, pharmaceuticals, textiles, chemicals, paper mills, plywood manufacturing, dairy plants, breweries, rice mills, and other industries that depend on efficient steam systems.
The selection depends on steam pressure, steam flow rate, pipe size, operating temperature, moisture content, and application requirements. Proper sizing is essential for maximum moisture removal efficiency.
Yes. By removing entrained moisture and condensate from steam before it reaches process equipment, a steam separator significantly reduces the risk of water hammer and protects pipelines, valves, and heat exchangers.
Steam separators have no moving parts and generally require minimal maintenance. Regular inspection of the separator and associated steam trap ensures optimal moisture removal performance.
Wet steam reduces heat transfer efficiency, increases energy consumption, causes equipment erosion, promotes corrosion, and can negatively impact product quality in industrial processes.
Yes. Installing a steam separator before a pressure reducing valve helps ensure dry steam enters the valve, improving pressure control accuracy and extending valve service life.
A properly sized steam separator can remove up to 95–99% of entrained water droplets from the steam flow, depending on operating conditions and separator design.