
Industrial facilities face mounting pressure to reduce air pollution emissions — and for good reason. Boilers that burn coal, biomass, or other fuels release particulate matter, fly ash, sulfur dioxide, and other harmful gases that directly impact air quality and public health. For plant managers and factory owners, staying compliant with environmental regulations while keeping operations running efficiently is a constant challenge.
That’s where a wet scrubber comes in. As one of the most reliable and cost-effective forms of pollution control equipment available today, wet scrubbers have become a cornerstone of industrial emission management across multiple sectors.
What Is a Wet Scrubber?
A wet scrubber is an air pollution control device that uses water or a liquid solution to capture and remove pollutants from industrial exhaust gases. Unlike dry filtration systems, it introduces a scrubbing liquid — typically water — directly into the gas stream to trap dust, particulate matter, and soluble gases before they escape into the atmosphere.
In the context of boiler emission control systems, a wet scrubber acts as the final line of defense between your combustion process and the environment. It is widely used as a water scrubber for boiler applications because of its effectiveness against both particulates and gaseous pollutants simultaneously.
Why Wet Scrubbers Are Used in Industrial Boilers
Boilers generate a complex mix of exhaust pollutants. When fuel combusts, the flue gas carries fly ash, fine dust, soot particles, and corrosive gases. Left untreated, these emissions violate pollution control norms and cause serious respiratory harm in surrounding communities.
A boiler wet scrubber specifically addresses these challenges by targeting particulate matter at the source — the exhaust outlet — before it can enter the atmosphere. For industries operating coal fired boilers or biomass boilers, installing a wet scrubber for boiler systems is often the most practical route to compliance.
Wet Scrubber Working Principle
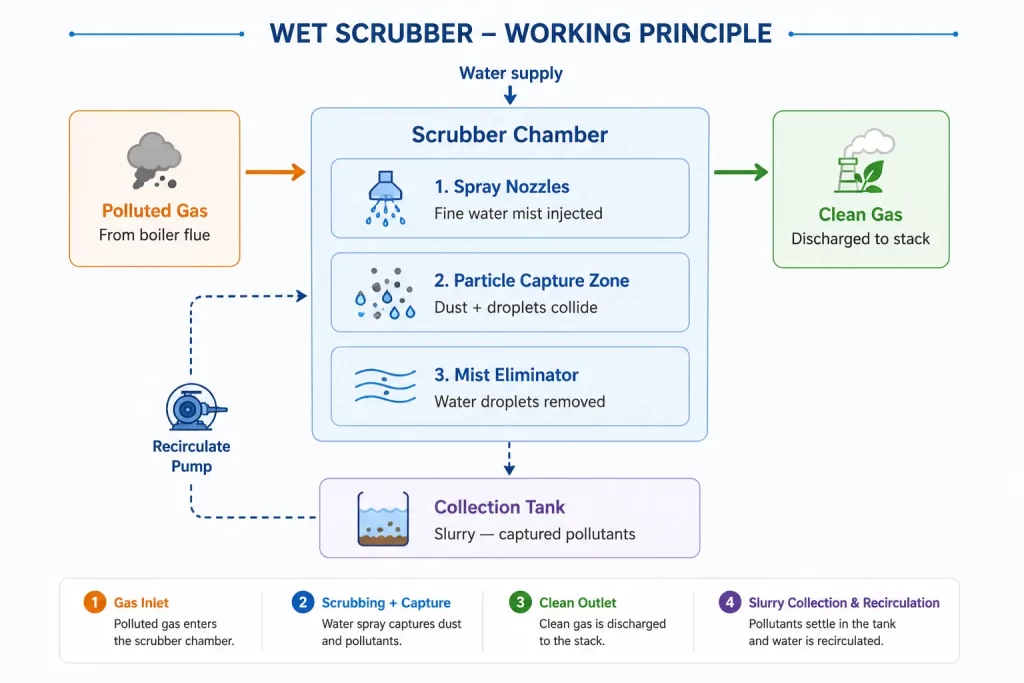
Understanding the wet scrubber working principle helps engineers and decision-makers evaluate whether it suits their specific emission profile. The process follows a logical sequence:
- Polluted Gas Entry Flue gas from the boiler enters the scrubber chamber through an inlet duct. At this stage, the gas carries high concentrations of dust, fly ash, and gaseous pollutants.
- Water Spraying Inside the chamber, pressure spray nozzles release a fine mist of water or scrubbing solution directly into the gas stream. This creates maximum contact between the liquid droplets and the pollutant-laden gas.
- Particle Capture Dust particles and aerosols collide with water droplets, get absorbed, and become too heavy to remain airborne. Soluble gases like SO₂ dissolve into the scrubbing liquid simultaneously.
- Clean Gas Discharge The treated gas/smoke — now significantly cleaner — rises through a mist eliminator that separates residual water droplets before the gas exits through the outlet stack.
- Contaminant Collection and Disposal The contaminated water, called slurry, drains into a collection tank at the bottom. It is then either treated and recycled through the water circulation system or disposed of according to applicable environmental norms.
Main Components of a Wet Scrubber System
A complete industrial wet scrubber system consists of several integrated components:
- Scrubber Chamber — The main vessel where gas-liquid contact occurs. Designed to maximize turbulence and exposure time.
- Spray Nozzles — Atomize water into fine droplets for efficient particle capture. Nozzle design directly impacts scrubbing efficiency.
- Water Circulation System — Recirculates scrubbing water to reduce consumption and operating costs.
- Mist Eliminator — A baffle or mesh pad section that prevents water carryover into the clean gas outlet.
- Collection Tank — Holds the slurry containing captured pollutants for further treatment or disposal.
- Pump System — Maintains consistent water pressure and flow throughout the scrubber circuit.
Each component must be properly sized to match the boiler’s exhaust gas volume and pollutant load.
Pollution control equipment — quick comparison
| Parameter | Wet Scrubber | Bag Filter | Cyclone Separator |
|---|---|---|---|
| Particulate removal | 90% Fine + coarse particles | 99%+ Excellent for fine dust | 70–85% Only coarse particles |
| Gas absorption | Yes SO₂, HCl, NH₃ | No | No |
| High-temperature gas | Handles well Cools gas simultaneously | Needs pre-cooling | Handles well |
| Humid / sticky dust | Ideal | Bags clog easily | Moderate |
| Water usage | Required Circulation reduces need | None | None |
| Maintenance effort | Moderate Nozzle + pump checks | Moderate Bag replacement needed | Low No moving parts |
| Installation cost | Medium | Medium–High | Low |
| Best suited for | Boilers, chemical plants, biomass, mixed emissions | Dry fine dust: cement, food, pharma | Pre-cleaner before scrubber or filter |
Benefits of Installing a Wet Scrubber for Boiler Applications
Plant operators who invest in a boiler scrubber system gain measurable advantages beyond simple regulatory compliance:
- Reduced Emissions — Effectively removes particulate matter, fly ash, and acid gases in a single system.
- Environmental Compliance — Meets Central Pollution Control Board (CPCB) norms and other national or regional air quality standards.
- Better Workplace Air Quality — Reduces fugitive dust and toxic gas exposure for workers near the boiler house.
- Efficient Particulate Removal — Modern designs achieve removal efficiencies of 90–99% depending on particle size and system design.
- Reliable Operation — Fewer moving parts compared to bag filter systems, resulting in lower mechanical failure rates.
- Simultaneous Gas and Particle Control — Unlike dry systems, a wet scrubber handles both dust and soluble gases in one step.
Industries That Use Wet Scrubbers
The demand for industrial air pollution control solutions spans a wide range of sectors. Wet scrubbers are commonly deployed in:
- Boiler plants and captive power units
- Rice mills burning husk or biomass
- Chemical plants handling acid vapors and reactive gases
- Food processing industries with combustion-based drying systems
- Textile industries using coal-fired thermic fluid heaters
- Pharmaceutical manufacturing facilities
- Power generation plants burning solid fuels
In each case, the wet scrubber for boiler or process exhaust handling adapts to the specific gas composition and flow rate of the application.
Wet Scrubber vs Other Pollution Control Equipment
Choosing the right pollution control technology depends on your emission type, budget, and maintenance capacity.
Wet Scrubber vs Bag Filter: Bag filters excel at capturing fine dry dust but struggle with sticky, hygroscopic, or high-temperature gases. Wet scrubbers handle both particulates and gaseous pollutants, and are better suited for high-humidity or high-temperature exhaust streams.
Wet Scrubber vs Cyclone Separator: Cyclones are effective for coarse particle removal but offer limited efficiency for fine particulates below 10 microns. A wet scrubber captures a much broader particle size range and also removes soluble gases — something cyclones cannot do at all.
For most industrial boiler applications with mixed particulate and gaseous emissions, a wet scrubber often provides the most comprehensive solution.
Maintenance Tips for Long-Term Performance
A wet scrubber delivers consistent results only when maintained properly. Keep these practices in mind:
- Inspect spray nozzles monthly for clogging or wear and clean or replace them as needed.
- Monitor water quality in the circulation system and replace or treat it regularly to prevent scaling and corrosion.
- Check the mist eliminator for fouling or damage, as blockages reduce gas flow and compromise clean air output.
- Inspect the collection tank for sludge buildup and schedule routine cleanouts.
- Monitor pressure drop across the scrubber — a rising differential pressure often signals partial blockage.
- Audit pump performance quarterly to ensure consistent water pressure throughout the system.
Proper maintenance not only extends equipment life but also keeps emission levels within permissible limits year-round.
Conclusion
A wet scrubber is far more than just a regulatory requirement — it is a practical investment in cleaner operations, worker health, and long-term business sustainability. For industries operating coal-fired, biomass, or multi-fuel boilers, a well-designed boiler wet scrubber system delivers reliable emission control across both particulate and gaseous pollutants.
As environmental regulations tighten and public scrutiny of industrial emissions grows, adopting the right industrial air pollution control solution from the outset becomes a strategic advantage. Whether you run a rice mill, a chemical plant, or a power generation unit, a wet scrubber matched to your boiler’s exhaust profile is one of the smartest decisions you can make for compliance and operational efficiency.
Frequently Asked Questions — Wet Scrubber for Industrial Boilers
A wet scrubber is an air pollution control device that uses water or a scrubbing liquid to remove dust particles, fly ash, and harmful gases from industrial exhaust streams. Its main purpose is to clean flue gases before they are released into the atmosphere, ensuring compliance with pollution control regulations. Unlike most dry systems, it handles both particulate matter and soluble gases simultaneously.
In a boiler system, polluted flue gas enters the wet scrubber through an inlet duct. Inside the scrubber, high-pressure spray nozzles release a fine water mist that collides with dust particles and fly ash. These particles get absorbed by the water droplets and become too heavy to stay airborne. A mist eliminator then removes residual water from the clean gas, which exits through the outlet stack. The contaminated water — called slurry — collects in a tank at the bottom for treatment or disposal.
The wet scrubber working principle follows five stages. First, polluted gas enters the scrubber chamber from the boiler flue. Second, spray nozzles inject a fine water mist into the gas stream. Third, water droplets collide with dust, fly ash, and soluble gases, trapping them through absorption and impaction. Fourth, clean gas passes through a mist eliminator that strips out residual water before discharge. Fifth, contaminated water drains to a collection tank, where it is recycled or treated for disposal.
An industrial wet scrubber is effective against a wide range of pollutants including particulate matter (PM2.5 and PM10), fly ash, soot, coal dust, sulfur dioxide (SO₂), hydrogen chloride (HCl), ammonia (NH₃), and certain heavy metal vapors. This dual capability — capturing both particles and gases — makes it particularly valuable for coal-fired and biomass boilers that produce mixed emission profiles.
A properly designed wet scrubber achieves particulate removal efficiency of 90% to 99%, depending on the scrubber design, nozzle configuration, water pressure, and particle size distribution. Venturi-type wet scrubbers can achieve higher efficiency for fine particles. For boiler applications burning coal or biomass, efficiency typically ranges between 92% and 97% under normal operating conditions.
A complete boiler scrubber system consists of six key components: the scrubber chamber where gas-liquid contact occurs; spray nozzles that atomize water into fine droplets for maximum contact area; a water circulation system that recirculates scrubbing water to reduce consumption; a mist eliminator that removes entrained water droplets from the treated gas stream; a collection tank that stores the contaminated slurry; and a pump system that maintains consistent water pressure throughout the circuit.
It depends on your emission profile. A wet scrubber is the better choice when your boiler exhaust contains both particulate matter and soluble gases such as SO₂ or HCl, when the gas temperature is high and needs simultaneous cooling, or when the dust is sticky or hygroscopic and would clog a bag filter. A bag filter is preferable for dry, fine dust applications where water usage is a concern. For most coal-fired and biomass boilers, a wet scrubber offers more comprehensive emission control.
Water consumption varies by scrubber size and design, but most industrial wet scrubbers use a recirculation system that significantly reduces net water usage. Fresh water makeup is only required to compensate for evaporation and blowdown. For a medium-capacity boiler producing 5 to 10 TPH of steam, makeup water consumption typically ranges from 500 to 2,000 litres per hour, depending on operating temperature and gas volume.
In India, the Central Pollution Control Board (CPCB) mandates emission control for industries operating coal-fired, biomass, or multi-fuel boilers. Industries commonly required to install a boiler scrubber system include rice mills using husk-fired boilers, chemical and pharmaceutical plants, textile dyeing units, food processing facilities, power plants, and any factory operating a boiler above a specified capacity threshold. Specific norms vary by fuel type, boiler capacity, and industry category.
A wet scrubber requires maintenance on a tiered schedule. Daily, operators should check water flow rate, pump pressure, and perform a visual inspection of the inlet and outlet. Weekly, spray nozzles should be inspected for clogging and cleaned if needed. Monthly, the mist eliminator should be checked for fouling and the recirculation water quality should be tested. Quarterly, the pump system should be serviced, the chamber interior checked for scaling or corrosion, and pressure differential readings audited. An annual full internal inspection, nozzle replacement if worn, and performance testing against emission norms is also recommended.



