
In the global food and beverage sector, the dairy industry stands out as one of the most energy-intensive. From the moment raw milk is collected to the point it is packaged as cheese, yogurt, or UHT milk, thermal energy plays a vital role. At the heart of this thermal exchange is the steam boiler for milk processing.
Whether you are running a small-scale artisanal creamery or a massive industrial plant, choosing the right steam boiler for milk processing is not just about heating—it is about ensuring product safety, maintaining nutritional integrity, and managing operational costs. A high-performance steam boiler for milk processing ensures consistent thermal output and process reliability.
Role of Steam Boiler in Dairy Processing
Milk is a complex biological fluid that is highly sensitive to temperature. A steam boiler for milk processing must provide “dry” and “clean” steam to ensure that the milk does not undergo protein denaturation or “burn-on” during heating.
Steam is the preferred medium because of its high latent heat. This allows for rapid and precise temperature control, which is essential for delicate procedures where a deviation of even 2°C can ruin a batch. A high-quality boiler for milk processing ensures that the heat transfer is uniform, preventing localized overheating.
Applications of Steam Boiler in Dairy Industry
The versatility of a steam boiler for milk processing is evident in the wide range of operations it supports:
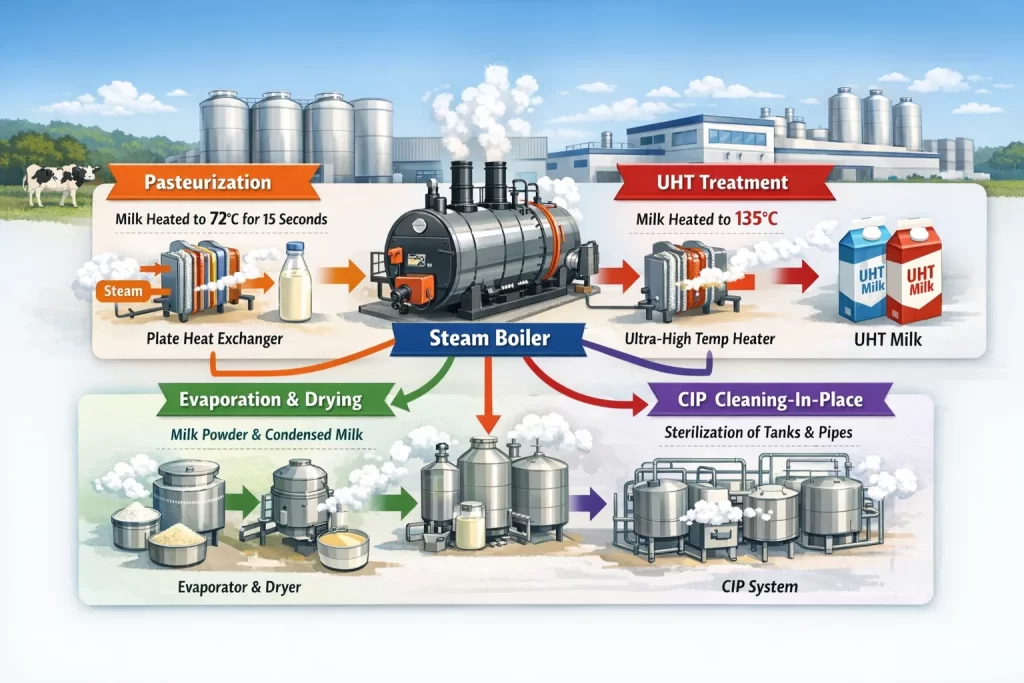
Pasteurization
This is the most critical application of a steam boiler for milk processing. To kill pathogens like Coxiella burnetii, milk is heated to approximately 72°C for 15 seconds. Steam-heated Plate Heat Exchangers (PHE) are used to transfer this energy efficiently.
UHT (Ultra-High Temperature) Treatment
For milk that can stay fresh on a shelf for months, the dairy boiler must produce high-pressure steam to flash-heat the milk to over 135°C. This requires a robust boiler for milk processing capable of maintaining high pressure without fluctuation.
Evaporation and Drying
To produce milk powder or condensed milk, water must be removed. This is an energy-heavy process where a commercial milk boiler provides the steam needed to evaporate moisture under vacuum conditions.
CIP (Cleaning-In-Place)
Hygiene is paramount. A steam boiler for milk processing provides the high-temperature water and steam required to sterilize pipes, tanks, and bottling lines, ensuring that no microbial growth occurs between batches.
Common errors across plant design, operations, and boiler selection
- Underestimating steam load requirements — Installing undersized boilers without accounting for peak demand during CIP, pasteurisation, and evaporation running simultaneously.
- No condensate recovery system — Wasting 15–25% energy by not recovering and returning hot condensate to the boiler feed water.
- Using untreated feed water for the boiler — Hard water without softening/DM treatment leads to rapid scale formation, reducing boiler efficiency and risking tube failure.
- No steam trap maintenance programme — Failed-open steam traps silently waste up to 30% of steam. Most plants never audit their trap health.
- Ignoring insulation on steam distribution lines — Bare or poorly insulated pipe runs cause heat loss and pressure drops before steam reaches the process equipment.
- Choosing boilers on purchase price alone — Ignoring life-cycle cost (fuel, water treatment, maintenance, IBR compliance) leads to much higher total cost of ownership.
- Poor layout planning for hygiene zones — Mixing raw and processed milk flow paths, shared drains, and improper slope gradients create cross-contamination risks.
- High flue gas temperature losses — Heat escaping through the chimney indicates poor heat recovery, increasing fuel consumption in the steam boiler for milk processing. Heat recovery systems can drastically reduce the operating cost.
- Scale formation inside boiler tubes — Mineral deposits reduce heat transfer, increase fuel usage, and can cause overheating in the steam boiler for milk processing.
- Wet steam generation (priming & foaming) — Water carryover reduces process efficiency and affects temperature control in systems which causes quality issues in milk processing.
- Boiler internal corrosion (pitting) — Dissolved gases like oxygen and CO₂ damage internal surfaces, reducing the lifespan of the steam boiler for milk processing.
- Fluctuating steam pressure during peak loads — Sudden demand fluctuations disrupt operations and reduce productivity of the steam boiler during milk processing.
Quick Troubleshooting Reference
| Problem | Likely Cause | Recommended Action |
|---|---|---|
Black Smoke from Stack |
Improper air-fuel ratio |
Adjust the burner for complete combustion. |
Low Steam Pressure |
Sudden load or soot buildup |
Clean the fire-tubes and check burner settings |
Water Hammering (Noise) |
Condensate in steam lines |
Check and replace faulty steam traps. |
Water Level Alarm |
Faulty sensors or foaming |
Perform blowdown and check the water level controller. |
Boiler selection — what to keep in mind Critical parameters for dairy plant boiler procurement in India
- Capacity sizing
Right-size for peak load: Calculate total steam demand: pasteuriser + evaporator + CIP + HTST + spray dryer (if applicable). Add a 20% buffer for future expansion. Never size for average load.
- Fuel type
Match to local fuel availability: Natural gas / PNG preferred for efficiency. Furnace oil and HSD for areas without piped gas. Biomass/briquette boilers gaining traction for cost savings where biomass is available.
- IBR compliance
Mandatory for water holding >22.75 litres. All dairy plant boilers must comply with Indian Boiler Regulations 1950. Verify IBR stamping, third-party inspection certificates, and annual statutory inspection readiness.
- Type selection
Fire tube vs water tube: Fire tube with water tube (3-pass smoke cum water tube boiler) — up to 15 TPH, lower CAPEX, easier to operate and maintain. Water tube — above 15 TPH, faster steam raising, better for high-pressure applications.
- Water treatment
Water treatment is a non-negotiable prerequisite for all boilers. Install water softener (for TH <2 ppm) or DM plant. Monitor dissolved O₂, pH (10.5–11.5), TDS, and silica continuously. Poor water treatment is one of the top causes of boiler failures.
- Efficiency metrics
Target >85% thermal efficiency. Install an economiser (flue gas heat recovery) and an air preheater. Evaluate F/E ratio (fuel-to-evaporation). A 1% efficiency gain over 10 years vastly outweighs a lower purchase price.
- Turndown ratio
Dairy loads vary widely. Select burners with at least 4:1 turndown ratio. This avoids on/off cycling during low-demand periods (nights, changeovers), saving fuel and reducing wear.
- Steam pressure
Match to process needs. Over-pressurising wastes energy through higher flash losses and radiation. Map each process requirement carefully.
Technical Summary for Dairy Engineers
| Parameter | Impact on Production | Recommended Solution |
|---|---|---|
Steam Quality |
Affects heat exchanger life |
Install high-efficiency steam separators |
Fuel Selection |
Determines operational cost |
Multi-fuel burners for dairy boiler |
Automation |
Reduces human error |
PLC-based controls for commercial milk boiler |
Insulation |
Prevents ambient heat loss |
Insulate all valves and steam headers |
Conclusion
The steam boiler for milk processing is the silent engine of the dairy world. While it may stay tucked away in a utility room, its performance dictates the quality of every liter of milk that leaves the factory. By investing in a high-efficiency boiler for milk processing and adopting modern energy-saving solutions like economizers and condensate recovery, dairy owners can ensure their operations remain competitive, sustainable, and safe.
Whether you are upgrading an old commercial milk boiler or designing a new plant, remember that the “cheapest” boiler is often the most expensive in the long run due to fuel waste. Choose a dairy boiler that offers the reliability and efficiency your product deserves.
Frequently Asked Questions (FAQs)
A steam boiler for milk processing is a system that generates steam to provide controlled heat for various dairy operations such as pasteurization, UHT treatment, evaporation, and cleaning. It is important because it ensures product safety, maintains milk quality, and enables consistent processing temperatures across the plant.
The best steam boiler for milk processing depends on plant capacity and application. Fire tube boilers are suitable for small to medium dairy plants due to lower cost and easy maintenance, while water tube boilers are ideal for large-scale operations requiring high pressure and continuous steam supply.
A steam boiler for milk processing is used in pasteurization, UHT treatment, evaporation and drying for milk powder production, and CIP cleaning systems. These processes require precise temperature control and reliable steam supply for efficient operation.
Boiler efficiency can be improved by installing economizers, recovering condensate, maintaining proper air-fuel ratio, insulating steam pipelines, and ensuring regular boiler maintenance. Using treated water and monitoring steam traps also significantly reduces energy losses.
Common problems include scale formation, wet steam generation, fluctuating steam pressure, high flue gas temperature losses, and boiler corrosion. These issues reduce efficiency, increase fuel consumption, and affect milk processing quality.
Dry steam is essential because it ensures efficient heat transfer without introducing moisture into the system. Wet steam can cause inconsistent heating, reduce product quality, and damage equipment like heat exchangers.
The ideal steam pressure depends on the process. Pasteurization typically requires low to medium pressure, while UHT systems and evaporation processes require higher pressure. It is important to match boiler pressure with process requirements to avoid energy loss.
A steam boiler for milk processing provides high-temperature water and steam required for CIP systems. This helps in effective sterilization of pipelines, tanks, and equipment, ensuring hygiene and preventing microbial contamination.
Key factors include steam capacity, fuel type, efficiency, water quality requirements, IBR compliance, turndown ratio, and automation level. Selecting the right boiler ensures long-term reliability and lower operating costs.
Condensate recovery improves boiler performance by returning hot water back to the system, reducing fuel consumption and water usage. It also improves overall efficiency and lowers operational costs in dairy processing plants.