
In the modern industrial landscape, sustainability and efficiency are the pillars of success. A waste heat recovery boiler is at the heart of this movement, converting thermal energy from exhaust streams into valuable steam or power.
However, because a waste heat boiler operates by integrating with complex upstream processes like gas turbines or smelting furnaces, it introduces unique operational risks. Adhering to strict safety protocols is not just a regulatory requirement; it is essential for protecting your personnel and your bottom line.
What is a Waste Heat Recovery Boiler (WHRB)?
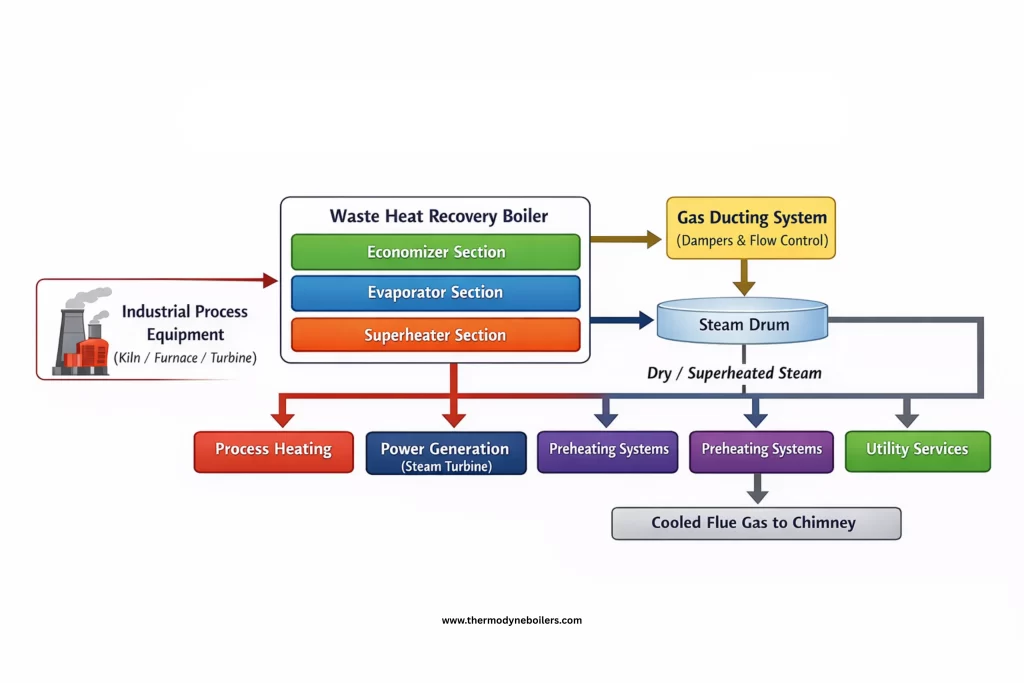
A Waste Heat Recovery Boiler (WHRB) is a specialized steam-generating system that captures and utilizes waste heat from industrial exhaust gases and converts it into useful steam or hot water.
Instead of burning additional fuel to produce steam, a WHRB recovers thermal energy from high-temperature flue gases generated by industrial equipment. This recovered energy is then used to produce steam for process heating, power generation, or other industrial applications.
Essential Safety Guidelines for WHRB Operation
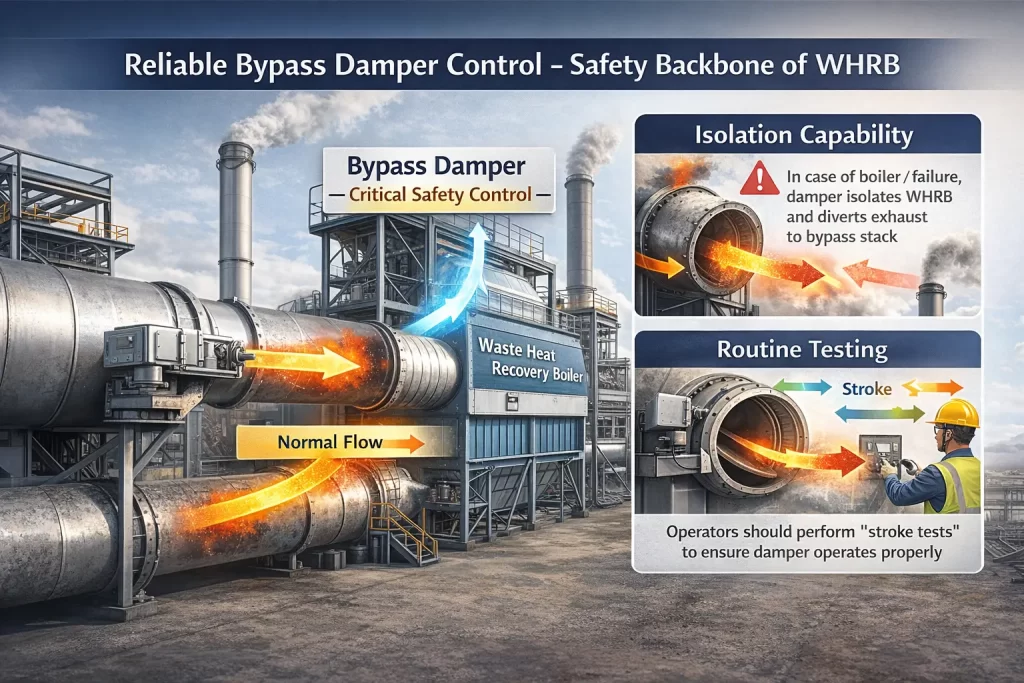
1. Reliable Bypass Damper Control
The bypass damper is the single most important safety feature of a waste heat recovery boiler.
- Isolation Capability: In the event of a boiler trip or a feedwater pump failure, the damper must instantly divert hot exhaust gases to the bypass stack.
- Routine Testing: Operators should perform “stroke tests” on the damper to ensure it doesn’t seize due to high-temperature oxidation or soot buildup.
2. Managing Thermal Shock and Expansion
Rapid temperature changes can cause catastrophic mechanical failure in a waste heat boiler.
- Controlled Warm-up: During start-up, the introduction of hot flue gases must be gradual. Rapid heating causes uneven expansion between the tubes and the drum, leading to weld cracks.
- Refractory Protection: Sudden cooling can also cause the internal refractory lining to spall or crack.
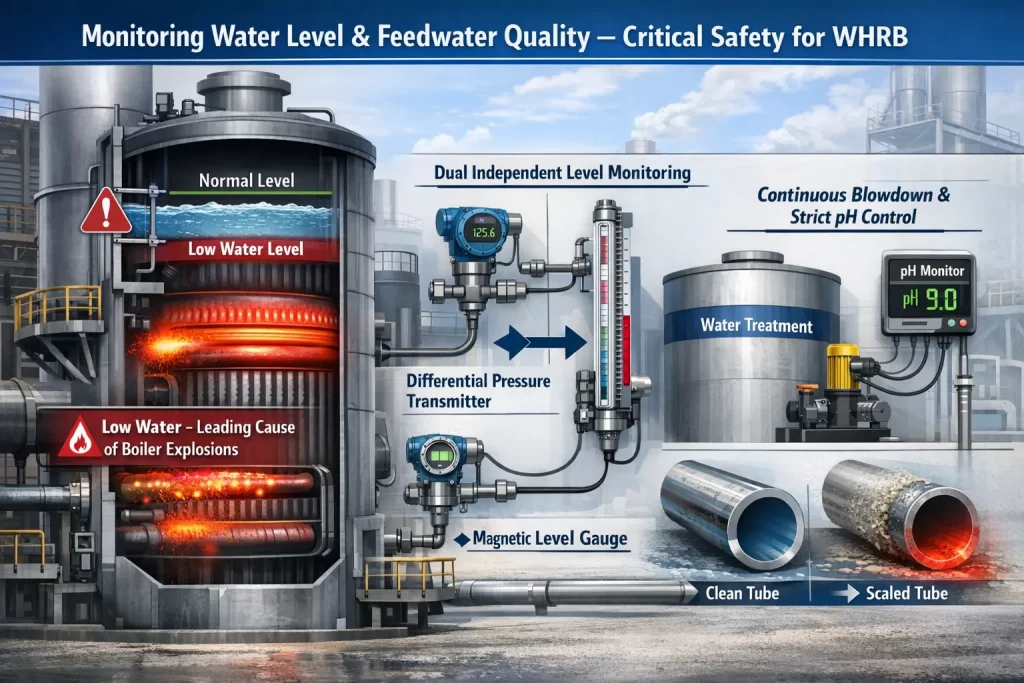
3. Monitoring Water Level and Feedwater Quality
The “Low Water” condition is the leading cause of boiler explosions.
- Redundant Sensors: Every WHRB boiler should be equipped with at least two independent level-sensing technologies (e.g., differential pressure transmitters and magnetic level gauges).
- Chemical Treatment: Because WHRBs often have high heat flux, even a thin layer of scale can cause tube overheating. Continuous blowdown and strict pH monitoring are mandatory
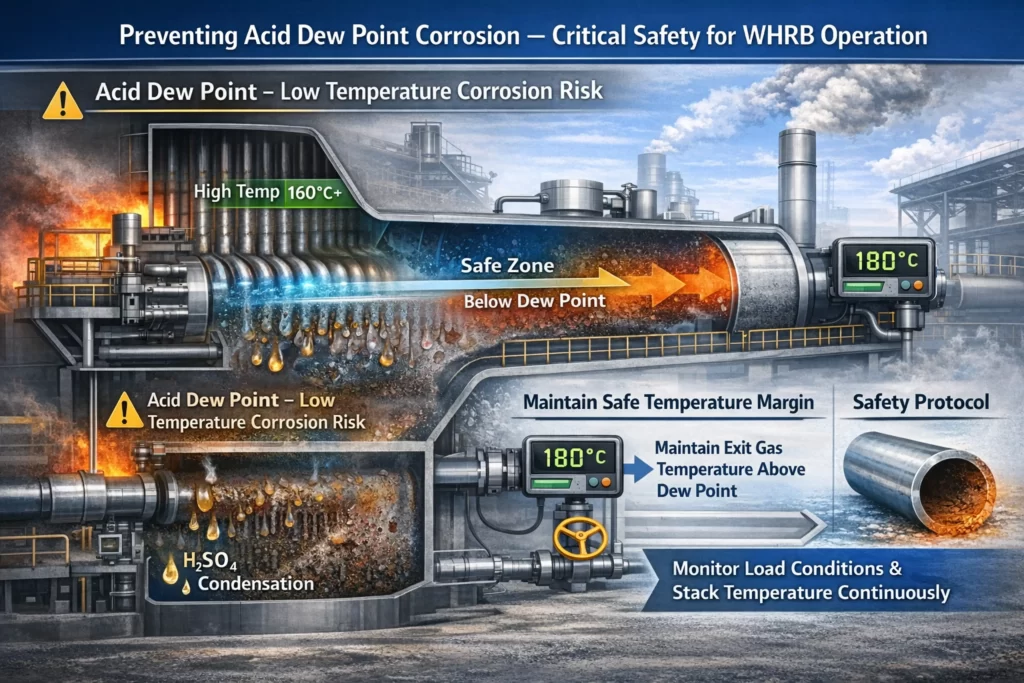
4. Preventing Acid Dew Point Corrosion
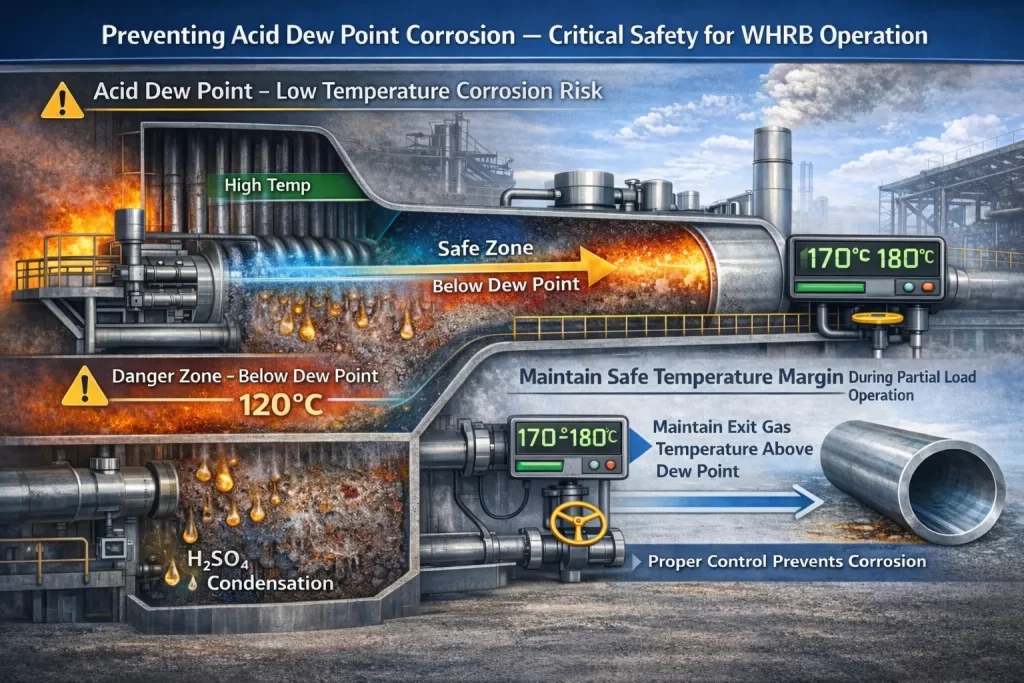
One of the silent killers of a WHRB is low-temperature corrosion.
- The Danger Zone: If the exhaust gas temperature drops below the acid dew point (the temperature at which vaporized acids condense), it will eat through the metal surfaces.
- Safety Protocol: Maintain the exit gas temperature at a safe margin above the dew point, especially when the upstream engine or furnace is running at partial load.
Critical Maintenance Checklist for WHRB Safety
| Maintenance Task | Recommended Frequency | Safety Objective |
|---|---|---|
Soot Blowing Operations |
Every Shift |
Prevents soot accumulation, reduces risk of soot fires, and maintains optimal heat transfer efficiency. |
Safety Valve Lift Test |
Annually |
Verifies that the safety valve can release excess pressure during overpressure conditions. |
Thickness Gauging (NDT) |
Annually |
Identifies internal erosion or corrosion before a leak occurs. |
Interlock Testing | Quarterly |
Confirms that automatic shutdowns (trips) are functioning correctly. |
Common Operational Hazards
- Soot Fires: In applications like Diesel Engine Waste Heat Recovery, unburnt fuel can accumulate in the boiler. If oxygen levels rise, this soot can ignite, leading to an uncontrollable fire inside the gas path.
- Flue Gas Leakage: Because these boilers operate under pressure, any seal failure can release toxic gases (CO, NOx) into the boiler house. Proper ventilation and gas detection systems are vital.
- Steam Side Surges: Sudden changes in the heat source can cause “priming” or “carryover,” where water enters the steam line, potentially damaging downstream turbines.
Conclusion
Operating a waste heat recovery boiler requires a proactive approach to safety. By focusing on damper reliability, water chemistry, and thermal management, you can harness the power of waste heat without compromising on site security. A well-maintained WHRB boiler is a silent partner in your plant’s profitability.
Frequently Asked Questions (FAQs) – Waste Heat Recovery Boiler (WHRB)
A Waste Heat Recovery Boiler (WHRB) is a steam-generating system that captures heat from exhaust gases of turbines, engines, kilns, or furnaces and converts it into useful steam or power, improving overall plant efficiency.
Unlike a conventional boiler that burns fuel in its own furnace, a waste heat recovery boiler depends on waste exhaust gases from upstream equipment, making its operation directly influenced by process fluctuations.
The bypass damper ensures immediate diversion of hot gases during a boiler trip or feedwater failure, preventing overheating, tube damage, and catastrophic shutdowns.
Thermal shock occurs when rapid temperature changes cause uneven expansion of boiler components, potentially leading to weld cracks, tube failures, or refractory damage.
Low water levels can expose boiler tubes to excessive heat, resulting in overheating or explosions. Redundant level sensors and strict monitoring are mandatory for safe operation.
Poor water quality can cause scaling, corrosion, and tube overheating. Proper chemical treatment, continuous blowdown, and pH control are essential to maintain steam boiler reliability.
It is low-temperature corrosion that occurs when flue gas temperatures drop below the acid condensation point, causing acidic moisture to attack metal surfaces.
Daily monitoring, shift-wise soot blowing, quarterly interlock testing, and annual safety valve and thickness inspections are recommended for long-term integrity.
Typical risks include soot fires, flue gas leakage, steam carryover (priming), tube overheating, and corrosion-related failures.
By implementing preventive maintenance programs, continuous monitoring systems, proper operator training, and strict adherence to safety protocols.
WHRB systems are widely used in cement plants, steel manufacturing, gas turbine power plants, refineries, chemical industries, and diesel engine-based power generation units.
Safe operation enhances plant reliability, reduces fuel consumption, minimizes downtime, lowers emissions, and significantly improves overall profitability.