
In today’s energy-driven industrial landscape, improving efficiency is no longer a secondary objective—it has become a direct driver of profitability and long-term sustainability. A waste heat recovery boiler is one of the most effective solutions available to industries looking to reduce fuel consumption, minimize energy loss, and improve operational performance.
Across sectors such as cement, steel, rice milling, pharmaceuticals, and chemicals, large volumes of high-temperature exhaust gases are released into the atmosphere. This lost heat represents a significant financial loss. By implementing a waste heat recovery boiler, industries can convert this unused energy into valuable steam or hot water—without burning additional fuel.
What is Waste Heat Recovery Boiler
A waste heat recovery boiler (WHRB) is a system designed to capture heat from exhaust gases and convert it into usable thermal energy such as steam or hot water.
Unlike conventional boilers, a WHRB operates without its own fuel source. Instead, it utilizes heat generated from industrial processes like:
- Furnaces
- Kilns
- Gas turbines
- Diesel generators
“A waste heat recovery boiler is a system that captures heat from industrial exhaust gases and converts it into steam or hot water, improving energy efficiency without additional fuel consumption.“
This makes it an essential component in modern energy-efficient industrial systems.
How Waste Heat Recovery Boiler Works
The working principle of a waste heat recovery boiler is based on fundamental thermodynamics—heat naturally flows from a higher temperature source to a lower temperature medium.
Detailed Working Process
1. Exhaust Gas Entry
High-temperature flue gases (ranging from 250°C to 1000°C depending on the process) enter the WHRB system.
2. Heat Transfer Mechanism
These gases pass over specially designed heat exchange tubes containing water. Heat is transferred through:
- Convection
- Radiation
3. Steam Generation
As water absorbs heat, it converts into:
- Saturated steam
- Superheated steam (in high-temp systems)
4. Energy Utilization
Generated steam is used for:
- Process heating
- Power generation (via turbines)
- Preheating combustion air
- Drying applications
5. Exhaust Gas Exit
After heat extraction, gases exit the system at a much lower temperature, reducing energy loss.
For detailed system design and industrial applications, explore our waste heat recovery boiler solutions.
Types of Waste Heat Recovery Boiler
Water Tube Waste Heat Recovery Boiler
Water tube waste heat recovery boilers are designed for high-pressure steam generation and are widely used in cement plants, steel plants, gas turbine exhaust systems, and power generation applications. These systems offer high efficiency, fast response, and greater steam output.
Fire Tube Waste Heat Recovery Boiler
Fire tube WHRBs are suitable for low to medium steam requirements and are commonly used in food processing, rice mills, pharmaceuticals, and chemical industries. They offer a compact design and lower installation costs.
Exhaust Gas Waste Heat Recovery Boiler
These boilers recover heat directly from diesel generators, gas engines, furnaces, and industrial exhaust streams to generate steam or hot water.
Applications in Industries
A waste heat recovery boiler is widely used across industries to improve energy efficiency.
WHRB in Cement Industry

Cement plants generate high-temperature exhaust gases from kilns.
Benefits:
- Power generation from waste heat
- Reduced electricity consumption
- Improved plant efficiency
WHRB in Steel Industry

Steel manufacturing produces large amounts of thermal energy.
Benefits:
- Heat recovery from furnaces
- Stable steam generation
- Reduced operational cost
WHRB in Rice Mills

Rice mills generate heat during drying processes
Benefits:
- Reduced fuel consumption
- Efficient steam generation
- Improved process control
WHRB in Pharmaceutical

Pharma industries require precise heating systems.
Benefits:
- Clean steam generation
- Reliable process heating
- Energy savings
Waste Heat Recovery Boiler Efficiency
The efficiency of a waste heat recovery boiler is a key factor in determining the overall energy performance of an industrial facility. By recovering thermal energy from exhaust gases and converting it into useful steam or hot water, a waste heat recovery system helps industries reduce fuel consumption, improve productivity, and lower operating costs.
Thermal Efficiency
A waste heat recovery boiler improves overall plant thermal efficiency by utilizing energy that would otherwise be lost through flue gases. In many industrial applications, implementing a properly designed heat recovery system can increase overall plant efficiency from approximately 60–70% to more than 80%, depending on operating conditions.
Heat Recovery Efficiency
The heat recovery efficiency of a heat recovery boiler depends on exhaust gas temperature, flow rate, and heat transfer surface area. A well-engineered system can typically recover between 50% and 80% of the available waste heat, significantly reducing energy losses and improving resource utilization.
Steam Generation Rate
The steam generation rate is directly influenced by the amount of recoverable heat available in the exhaust gases. Higher exhaust temperatures and flow rates allow the waste heat recovery boiler to produce more steam without consuming additional fuel. The recovered steam can then be used for process heating, drying, sterilization, or power generation applications.
Stack Temperature Reduction
One of the most visible indicators of an efficient waste heat recovery system is reduced stack temperature. By extracting more heat before exhaust gases are discharged, the system minimizes thermal losses and maximizes energy recovery. Lower stack temperatures often translate into improved efficiency and lower fuel costs.
Regular maintenance, proper water treatment, and periodic cleaning of heat transfer surfaces help maintain high efficiency levels and ensure long-term reliability of the waste heat recovery boiler.
Waste Heat Recovery vs Conventional Boiler
| Parameter | Waste Heat Recovery Boiler | Conventional Boiler |
|---|---|---|
Fuel |
Not Required |
Required |
Cost |
Low |
High |
Emission |
Low |
High |
Efficiency |
High |
Moderate |
Waste Heat Recovery Boiler Design Considerations
The performance of a waste heat recovery boiler depends on proper system design and process integration. Before selecting a waste heat recovery system, several technical factors should be carefully evaluated to ensure maximum energy recovery and reliable operation.
Key Design Factors
- Exhaust Gas Temperature: Higher exhaust temperatures provide greater heat recovery potential and increased steam generation capacity.
- Gas Flow Rate: The volume of exhaust gas directly affects the amount of recoverable thermal energy available for the heat recovery boiler.
- Dust Loading: Industries such as cement and steel often generate dust-laden flue gases that can cause fouling and reduce heat transfer efficiency if not properly managed.
- Corrosion Risk: Exhaust gases containing sulfur, chlorine, or other corrosive compounds require appropriate material selection to ensure long-term durability.
- Steam Pressure Requirement: The required steam pressure influences boiler configuration, heat transfer surface area, and overall system design.
- Space Availability: Available installation space determines whether a horizontal or vertical waste heat recovery boiler configuration is most suitable.
A detailed technical assessment of these factors helps maximize heat recovery, improve system efficiency, and ensure long-term operational reliability.
Waste Heat Recovery Boiler vs Heat Recovery Steam Generator (HRSG)
Although both systems recover heat from exhaust gases, they are designed for different industrial applications. The following comparison helps in understanding the key differences between a waste heat recovery boiler and a Heat Recovery Steam Generator (HRSG).
| Parameter | Waste Heat Recovery Boiler (WHRB) | Heat Recovery Steam Generator (HRSG) |
|---|---|---|
Heat Source |
Industrial exhaust gases from furnaces, kilns, engines, and process plants |
Primarily gas turbine exhaust gases |
Application |
Cement, steel, chemical, pharmaceutical, rice mills, and process industries |
Combined cycle power plants |
Steam Generation |
Process steam and utility steam |
High-pressure steam for power generation |
Design Flexibility |
Highly customized for industrial processes |
Standardized for turbine-based systems |
Fuel Requirement |
Utilizes waste heat only |
Utilizes gas turbine exhaust heat |
Primary Objective |
Improve energy efficiency and reduce fuel consumption |
Generate steam for additional power production |
While an HRSG is mainly used in power generation applications, a waste heat recovery boiler is widely used across various industries to improve energy utilization, reduce operating costs, and enhance overall plant efficiency.
How to Select WHRB
Selecting the right waste heat recovery boiler system requires evaluating multiple technical factors.
Key Selection Factors
1- Exhaust Gas Temperature
The temperature of the exhaust gases determines the overall heat recovery potential of the system. Higher temperatures allow for greater steam generation, while low-temperature gases are more suitable for preheating or hot water applications.
2. Gas Composition
The chemical composition of exhaust gases plays a vital role in material selection. Gases containing sulfur, chlorine, or other corrosive elements require special alloys and corrosion-resistant designs to ensure durability and long service life.
3. Dust Load and Particulate Matter
Industries such as cement and steel generate dust-laden exhaust gases. High dust content can lead to fouling and reduced heat transfer efficiency, making it essential to incorporate soot blowers, wider tube spacing, and effective cleaning mechanisms.
4. Steam Pressure Requirement
The required steam pressure determines the type of boiler configuration. High-pressure applications typically require water-tube designs, while low to medium pressure systems can operate efficiently with fire-tube configurations.
5. Space Availability and Layout
The physical space available at the installation site influences the design and orientation of the WHRB. Depending on the layout, industries may opt for vertical or horizontal configurations to optimize space utilization.
6. Pressure Drop Across the System
A well-designed WHRB should ensure minimal pressure drop in the exhaust gas path. Excessive pressure drop can negatively impact upstream equipment such as turbines, engines, or furnaces, reducing overall system efficiency.
Expert Insight
An effective WHRB selection is not just about choosing a boiler—it is about engineering a system that integrates seamlessly with your process. A detailed technical evaluation ensures maximum energy recovery, minimal operational issues, and faster return on investment.
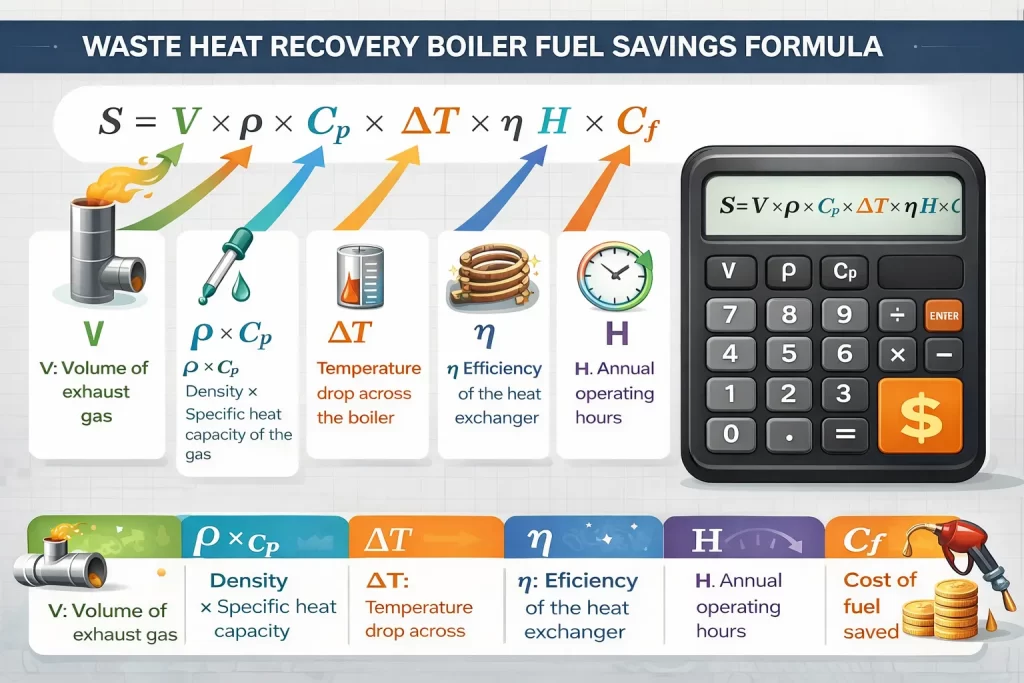
ROI Calculation
A waste heat recovery boiler delivers strong financial returns.
Savings Formula
Why Every Industry Needs a Waste Heat Recovery Boiler
Industries such as cement, steel, power, chemicals, and petroleum face the common challenge of losing a significant amount of energy in their flue gases. This results in:
- Higher fuel bills
- Increased carbon emissions
- Reduced overall thermal efficiency
By installing a waste heat recovery boiler, industries can not only recover this energy but also convert it into useful steam or hot water without burning additional fuel. It’s a Waste heat recovery system (WHRS) that pays for itself over time.
Key Benefits of a Waste Heat Recovery Boiler
Implementing a waste heat recovery boiler delivers multiple tangible and strategic benefits:
- Lower Fuel Consumption: Save up to 30% on fuel by utilizing existing exhaust heat.
- Eco-Friendly Operations: As a non-combustion heat recovery system, it helps reduce your plant’s carbon footprint and supports sustainability compliance.
- Eco-Friendly Operations: As a non-combustion heat recovery system, it helps reduce your plant’s carbon footprint and supports sustainability compliance.
- Compact and Custom Designs: Thermodyne’s WHRB are designed to fit even in space-constrained areas with tailor-made configurations.
- Quick Payback: Low capital investment, minimal operating costs, and high energy recovery mean faster ROI.
- Increased Equipment Longevity: Preheating boiler feedwater reduces thermal shocks, increasing boiler life and lowering maintenance costs.
Waste Heat Recovery Boiler Manufacturer in India
Selecting the right waste heat recovery boiler manufacturer in India is essential for achieving maximum energy savings and long-term operational reliability. A properly designed waste heat recovery boiler helps industries recover valuable heat from exhaust gases and convert it into useful steam without additional fuel consumption.
Thermodyne Engineering Systems offers customized waste heat recovery system solutions designed according to process requirements, exhaust gas characteristics, and steam demand. Our systems are engineered for high efficiency, low maintenance, and maximum heat recovery.
Why Choose Thermodyne?
- Customized design for specific industrial applications
- High thermal efficiency and energy savings
- Low maintenance and reliable operation
- Faster ROI through reduced fuel consumption
- Suitable for cement, steel, rice mills, pharmaceuticals, chemicals, and food processing industries
With extensive experience in industrial steam and energy solutions, Thermodyne helps industries improve efficiency, reduce operating costs, and support sustainable growth through advanced heat recovery boiler technology.
Designed to maximize waste heat utilization and improve overall plant thermal efficiency.
Conclusion
A waste heat recovery boiler is a smart solution for improving industrial energy efficiency while reducing fuel consumption and operating costs. By recovering heat from exhaust gases and converting it into useful steam or hot water, industries can maximize energy utilization without additional fuel input.
A well-designed waste heat recovery system helps lower carbon emissions, improve thermal efficiency, and deliver long-term savings across industries such as cement, steel, pharmaceuticals, chemicals, food processing, and rice mills. With proper design, installation, and maintenance, a waste heat recovery boiler can provide reliable performance and a faster return on investment.
As energy costs continue to rise, investing in a waste heat recovery boiler is an effective way to enhance productivity, reduce energy losses, and support sustainable industrial growth.
Frequently Asked Questions (FAQs)
A waste heat recovery boiler (WHRB) is a system that captures heat from industrial exhaust gases and converts it into useful steam or hot water without consuming additional fuel. It helps industries improve energy efficiency, reduce fuel costs, and lower carbon emissions.
A waste heat recovery boiler works by transferring heat from high-temperature exhaust gases to water flowing through heat exchange tubes. As the water absorbs heat, it is converted into steam or hot water, which can then be used for industrial processes, heating, or power generation.
A conventional boiler burns fuel such as coal, gas, oil, or biomass to generate steam. In contrast, a waste heat recovery boiler utilizes existing waste heat from industrial processes and does not require a dedicated fuel source, resulting in lower operating costs and improved energy efficiency.
Waste heat recovery boilers are widely used in cement plants, steel mills, power plants, chemical industries, pharmaceutical manufacturing, food processing units, refineries, paper mills, textile industries, and rice mills where high-temperature exhaust gases are available.
The efficiency of a waste heat recovery boiler depends on factors such as exhaust gas temperature, flow rate, and system design. A well-designed WHRB can recover between 50% and 80% of available waste heat, significantly improving overall plant efficiency.
The major benefits include reduced fuel consumption, lower energy costs, decreased greenhouse gas emissions, improved thermal efficiency, enhanced sustainability, and faster return on investment through energy savings.
Yes. The steam generated by a waste heat recovery boiler can be used to drive a steam turbine connected to a generator, producing electricity and reducing dependence on external power sources.
Key factors include exhaust gas temperature, gas flow rate, dust content, gas composition, steam pressure requirements, available installation space, operating conditions, and desired energy recovery capacity.
A waste heat recovery system is an integrated energy-saving solution that captures and reuses heat generated by industrial processes. A waste heat recovery boiler is one of the most common components used in these systems to produce steam or hot water from recovered heat.
The fuel savings achieved by a waste heat recovery boiler depend on the amount of recoverable heat available. In many industrial applications, WHRB systems can reduce fuel consumption by 10% to 30%, resulting in substantial long-term cost savings.
A Heat Recovery Steam Generator (HRSG) is specifically designed to recover heat from gas turbine exhaust gases, typically in combined-cycle power plants. A waste heat recovery boiler can recover heat from a wider range of industrial sources such as furnaces, kilns, engines, and process exhaust systems.
Regular maintenance includes inspection of heat transfer surfaces, cleaning of tubes, monitoring of corrosion and fouling, checking insulation, and ensuring proper operation of safety devices. Preventive maintenance helps maintain efficiency and extend equipment life.
The most common types include water-tube waste heat recovery boilers, fire-tube waste heat recovery boilers, exhaust gas waste heat recovery boilers, and customized waste heat recovery systems designed for specific industrial applications.
Depending on fuel costs, operating hours, and heat recovery potential, most waste heat recovery boiler projects achieve a return on investment (ROI) within 1.5 to 3 years while continuing to provide energy savings throughout their operational life.
Thermodyne Waste Heat Recovery Boilers are engineered for maximum energy recovery, high thermal efficiency, low maintenance, and reliable performance. Customized designs ensure compatibility with various industrial processes, helping businesses reduce operating costs and improve sustainability.