As manufacturing operations evolve to meet higher productivity and efficiency benchmarks, the demand for dependable and adaptable energy systems continues to grow. The Boilers stands as a cornerstone of industrial infrastructure, providing the thermal energy required to sustain production reliability, process accuracy, and operational continuity.
Modern Boiler systems are engineered with a strong emphasis on efficiency, safety, and flexibility to accommodate varying operational demands. Features such as advanced control systems, improved heat transfer design, and enhanced safety mechanisms have elevated the role of the Boiler from a basic utility to a strategic asset. Understanding how a Boiler contributes to performance optimization and risk reduction is essential for decision-makers planning future-ready and resilient facilities.
What is Boiler?
Boilers are closed pressure vessels designed to heat water or other suitable fluids to generate steam or vapour under controlled pressure and temperature conditions. This steam acts as a medium for transferring thermal energy to various industrial processes such as heating, drying, sterilisation, power generation, and mechanical operation.
In simple terms, a boiler works on a principle similar to a pressure cooker—but at a far more advanced and engineered scale. Unlike domestic systems, an industrial boiler is built for continuous operation, high pressure, and heavy-duty industrial demands.
Boilers are widely used across domestic, commercial, and industrial sectors, but industrial boilers are specifically designed to operate round-the-clock, delivering consistent and reliable steam energy.
Importance of Boilers in Industrial Production
Wherever large-scale and uninterrupted heat energy is required, boilers become indispensable. Using electricity directly for industrial heating applications is often uneconomical. Boilers offer a far more cost-effective and reliable solution by converting fuel energy into usable steam.
Key Benefits of Boilers in Industry
- High thermal efficiency
- Lower operating cost compared to electric heating systems
- Reliable and continuous steam generation
- Flexibility to operate on multiple fuel options
- Scalable designs for small, medium, and large industries
Modern industrial boiler systems are also designed to comply with environmental regulations, particularly when operated with natural gas, electricity, biomass, or hybrid systems integrated with waste heat recovery.
How Boilers Enhance Industrial Production Efficiency
Steam generated by boilers is one of the most efficient carriers of heat energy. It is widely used to:
- Operate process equipment and machinery
- Heat reactors, dryers, and vessels
- Sterilise products in food and pharmaceutical industries
- Maintain precise temperature control for consistent product quality
Compared to other heat transfer methods, steam transfers energy rapidly and uniformly, resulting in shorter processing cycles, reduced downtime, and improved output quality.
Modern boiler machines are equipped with advanced control and automation systems that precisely regulate pressure, temperature, and fuel input. This ensures operational stability, minimises energy losses, and allows industries to meet production targets efficiently.
Fuel Sources Used in Boilers
One of the biggest advantages of boilers is their ability to operate on a wide range of fuels. Industries can select fuel options based on availability, cost, and emission norms.
Common fuels used in boilers include:
- Coal & Wood
- Oil (LDO, HSD, Furnace Oil)
- Natural Gas and LPG
- Biomass (rice husk, wood chips, briquettes)
- Electricity
Selecting the right fuel is crucial for achieving maximum efficiency and minimal emissions. Many modern industrial boiler installations also integrate waste heat recovery systems, allowing industries to reuse exhaust heat and significantly reduce overall fuel consumption.
How Does an Industrial Boiler Work?
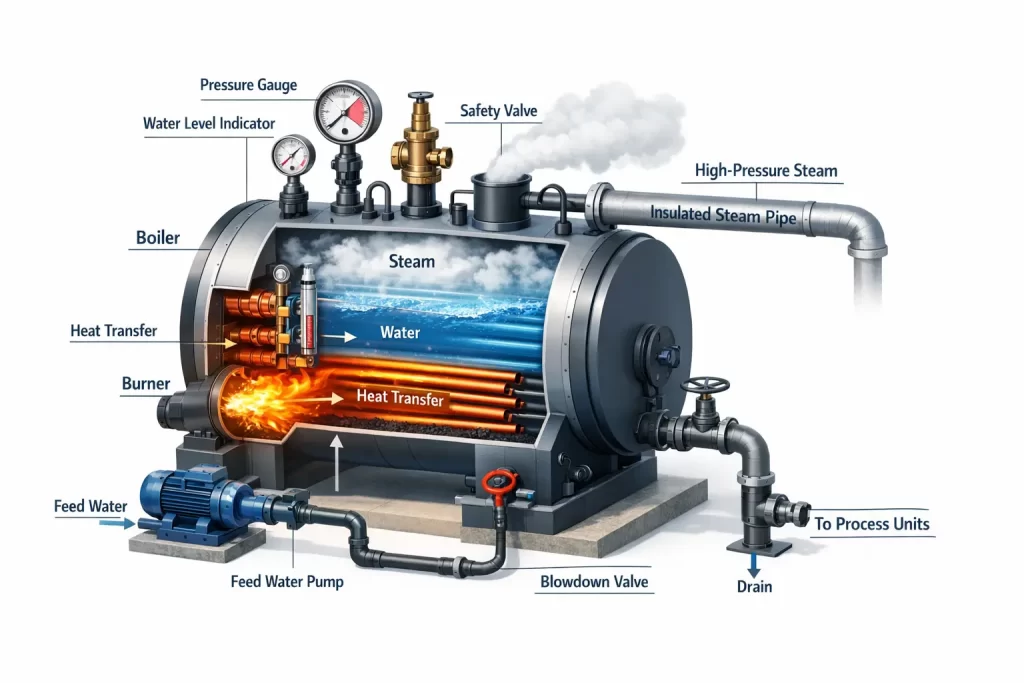
An industrial boiler operates by heating water using fuel combustion. Heat is transferred through tubes or heating surfaces, converting water into steam. This steam is collected under pressure and distributed through insulated pipelines to various process units.
Built-in safety and control devices—such as pressure gauges, water level indicators, and safety valves—ensure stable and secure operation. By maintaining controlled pressure and temperature, boilers deliver consistent steam energy required for industrial processes.
Major Parts of Boilers
The components of boilers are broadly classified into boiler mountings and boiler accessories. Both are essential—one ensures safety, while the other improves efficiency and performance.
Boiler Mountings (Safety Components)
Boiler mountings are mandatory fittings installed directly on the boiler machine to ensure safe, controlled, and reliable operation.
1. Water Level Indicator
Displays the water level inside the boiler drum. Maintaining the correct water level is critical, as low water levels can cause overheating and severe damage.
2. Pressure Gauge
Measures the internal steam pressure and ensures that boilers operate within safe limits.
3. Safety Valve
Automatically releases excess steam when pressure exceeds permissible limits, protecting the boiler and surrounding equipment.
4. Steam Stop Valve
Controls the flow of steam from the boiler to the main steam pipeline and isolates the boiler during maintenance or emergencies.
5. Blowdown Valve
Removes sludge and impurities from the boiler bottom, improving heat transfer and extending boiler life.
6. Feed Check Valve
Regulates feed water supply and prevents backflow, ensuring stable operation.
7. Mobery
It is a smart boiler monitoring solution that provides real-time performance visibility and remote control. It helps improve efficiency, reliability, and operational control through data-driven insights.
8. Fusible Plug
A Fusible Plug is a critical boiler safety device designed to prevent overheating and tube damage. It melts at a preset temperature when water levels drop, releasing steam and extinguishing the fire to protect the boiler.
Boiler Mountings (Safety Components)
Boiler accessories are auxiliary devices that enhance fuel economy, efficiency, and overall performance.
1. Feed Pump
Supplies feed water continuously to maintain proper water levels and uninterrupted steam generation.
2. Superheater
Converts saturated steam into superheated steam, improving efficiency and reducing moisture-related damage.
3. Economizer
Recovers waste heat from flue gases to preheat feed water, significantly reducing fuel consumption.
4. Air Preheater
APH uses exhaust gas heat to preheat combustion air, improving combustion efficiency and reducing fuel losses.
5. Bag Filter
A Bag Filter is an air pollution control device used in boiler systems to capture dust and particulate matter from flue gases. It ensures cleaner emissions, protects downstream equipment, and helps meet environmental compliance standards.
6. Id Fan
An ID Fan (Induced Draft Fan) is used in boiler systems to draw flue gases out of the furnace and maintain proper draft conditions. It ensures stable combustion, improves efficiency, and supports safe and continuous boiler operation.
7. FD Fan
An FD Fan (Forced Draft Fan) supplies fresh air into the boiler furnace to support efficient fuel combustion. It ensures proper air–fuel mixing, improves combustion efficiency, and maintains stable boiler operation.
8. Wet Scrubber
A Wet Scrubber is an air pollution control device used in boiler systems to remove particulate matter and harmful gases from flue emissions. It improves emission compliance by using liquid media to capture pollutants and reduce environmental impact.
Types of Boilers Used in Industry
There are following Boilers Types:
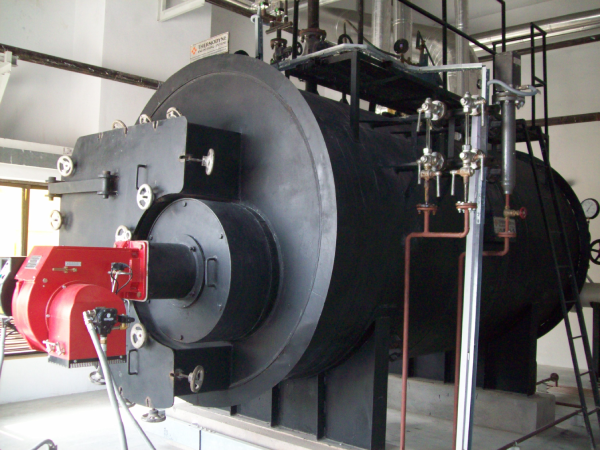
* Fire Tube Boiler
In fire tube boilers, hot combustion gases pass through tubes surrounded by water. These boilers are commonly used in small and medium-scale industries. They are factory-assembled, easy to install, and suitable for low to medium pressure applications.
* Water Tube Boilers
Water tube boilers carry water inside tubes that are heated externally by combustion gases. They are ideal for high-pressure and high-capacity applications. These boilers respond quickly to load changes and are widely used in large industrial plants.
* Electric Boilers
Electric boilers generate steam using electrical energy without combustion. They are compact, noiseless, and emission-free at the point of use. However, high electricity consumption makes them less economical for large-scale operations.
* Condensing Boilers
Condensing boilers use advanced heat exchangers to recover heat from exhaust gases. They achieve very high thermal efficiency, often up to 98%. These boilers are commonly used in HVAC and central heating systems.
According to fuel firing
* Solid Fuel-Fired Boiler
Solid fuel-fired boilers operate using fuels such as coal, biomass, rice husk, wood chips, or briquettes. They are widely used in industries requiring economical steam generation and the ability to utilize locally available or waste fuels. These boilers are ideal for continuous operations with high steam demand.
* Liquid Fuel-Fired Boiler
Liquid fuel-fired boilers use fuels like furnace oil, LDO, or diesel to produce steam with precise control and quick response. They offer clean combustion, consistent performance, and compact design, making them suitable for process industries where space and operational flexibility are critical.
* Gaseous Fuel-Fired Boiler
Gaseous fuel-fired boilers operate on natural gas, LPG, or PNG and are known for high efficiency and low emissions. They ensure uniform heat transfer, easy automation, and minimal maintenance, making them an excellent choice for industries focused on energy efficiency and environmental compliance.
Boiler Maintenance for Long-Term Performance
Regular Boiler maintenance is essential to ensure the safe, efficient, and long-term operation of boilers. Routine inspections, cleaning, water treatment, and performance monitoring help prevent breakdowns and unplanned shutdowns.
Proper maintenance of an industrial boiler not only improves efficiency but also ensures compliance with safety regulations and supports uninterrupted production.
Conclusion
Boilers are the backbone of industrial thermal energy systems, enabling efficient steam generation, cost optimisation, and enhanced productivity. By understanding boiler fundamentals, boiler machine components, fuel options, and industrial boiler types, industries can make informed decisions that support long-term operational efficiency and sustainability.
A well-selected and properly maintained boiler does more than power production—it becomes a strategic asset that drives energy efficiency, reliability, and environmental responsibility across industrial sectors.
Thermodyne Steam Boilers







Boiler Application & Component Related FAQs
A boiler is a closed pressure vessel that generates steam or hot water by heating water under controlled conditions. In industrial environments, boilers are essential for providing reliable thermal energy for processes such as heating, drying, sterilisation, power generation, and material processing. Their ability to deliver continuous and uniform heat makes them a critical component of industrial infrastructure.
An industrial boiler works by burning fuel or using electrical energy to heat water. The heat is transferred through tubes or heating surfaces, converting water into steam. This steam is collected under pressure and distributed through insulated pipelines to various process units. Safety and control devices ensure stable pressure, temperature, and secure operation.
Boiler components are classified into two categories:
Boiler Mountings: Safety devices such as safety valves, pressure gauges, water level indicators, steam stop valves, and blowdown valves.
Boiler Accessories: Efficiency-enhancing devices such as economizers, superheaters, air preheaters, feed pumps, and pollution control equipment. Together, these components ensure safe, efficient, and reliable boiler operation.
In a fire tube boiler, hot flue gases pass through tubes surrounded by water, making them suitable for low to medium pressure applications.
In a water tube boiler, water flows inside tubes heated externally by combustion gases. Water tube boilers are ideal for high-pressure, high-capacity industrial operations due to faster heat transfer and better load response.
Industrial boilers can operate on a wide range of fuels, including:
- Solid fuels (coal, biomass, rice husk, briquettes)
- Liquid fuels (furnace oil, LDO, diesel)
- Gaseous fuels (natural gas, LPG, PNG)
Electricity
Fuel selection depends on availability, operating cost, emission norms, and process requirements.
Boiler mountings are essential safety devices installed directly on the boiler. They protect the boiler from unsafe operating conditions such as excessive pressure, low water levels, or overheating. Without proper mountings, boiler operation becomes unsafe and non-compliant with industrial safety standards.
Boiler accessories improve overall performance and fuel economy. Devices like economizers and air preheaters recover waste heat from flue gases, reducing fuel consumption. Superheaters improve steam quality, while pollution control equipment helps industries meet environmental regulations.
Boiler efficiency refers to how effectively a boiler converts fuel energy into usable steam. Efficiency can be improved by:
Using economizers and waste heat recovery systems
Maintaining proper combustion and air–fuel ratio
Regular blowdown and water treatment
Periodic maintenance and performance monitoring
Higher boiler efficiency results in lower fuel costs and reduced emissions.
Electric boilers are suitable for applications requiring clean, noiseless, and compact steam generation. They are ideal for pharmaceuticals, laboratories, and food processing units. However, for large-scale continuous operations, fuel-fired boilers are often more economical due to high electricity costs.
Mandatory boiler safety devices include:
Safety valve
Water level indicator
Pressure gauge
Fusible plug
Steam stop valve
These devices ensure safe operation by preventing over-pressure, overheating, and dry-firing conditions.