Selecting the right industrial boiler is critical for process efficiency, energy optimization, and operational safety. In this detailed technical guide, we compare water tube boilers and fire tube boilers, exploring their thermodynamic principles, construction, performance characteristics, and industrial applications. This comprehensive understanding is essential for engineers, plant managers, and decision-makers seeking reliable steam boiler solutions.
Fundamental Principles of Industrial Steam Boilers
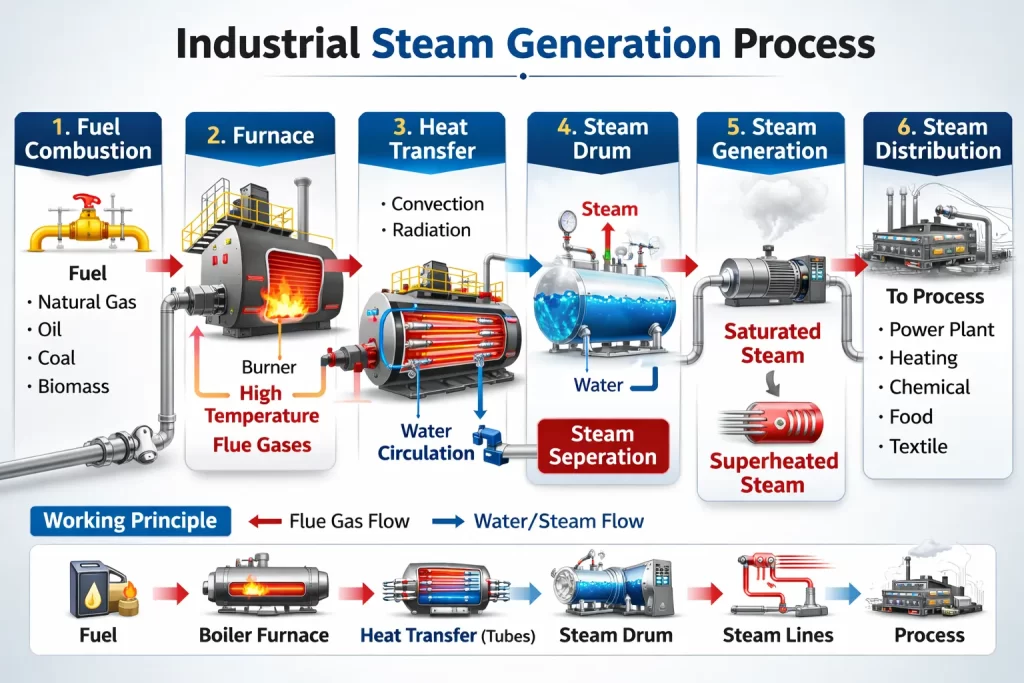
Industrial boilers convert water into steam through controlled heat transfer from fuel combustion. The process involves several critical stages:
- Fuel Combustion: Fuels such as natural gas, oil, coal, biomass, or alternative energy sources are combusted in the furnace, producing high-temperature flue gases.
- Heat Transfer: Heat is transferred from flue gases to water via conduction and convection. The design of the heat transfer surface—tubes, drums, or coils—determines efficiency and response time.
- Steam Generation: Water absorbs heat, undergoes phase change, and produces saturated or superheated steam. The quality of steam is influenced by water chemistry, boiler design, and operational parameters.
- Steam Distribution: Generated steam is delivered to turbines, heat exchangers, or process applications, depending on the industry.
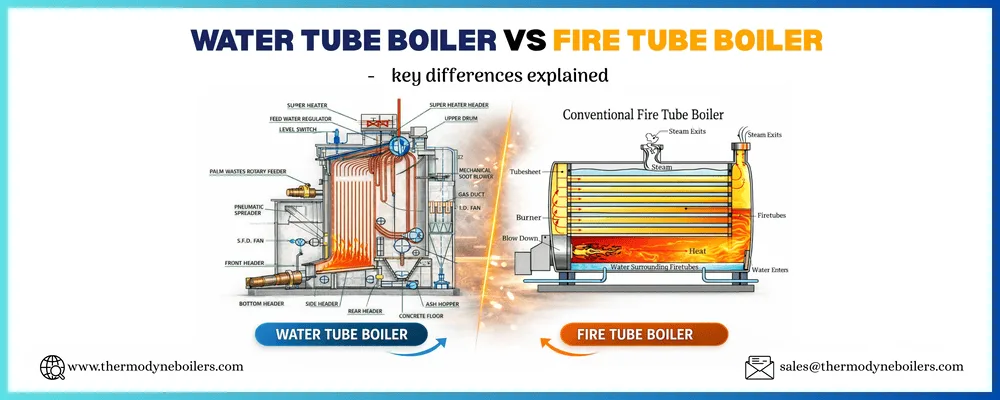
In water tube boilers, water circulates inside the tubes while hot combustion gases flow outside. Conversely, in fire tube boilers, hot gases pass through tubes immersed in a water-filled shell. These fundamental design differences directly impact pressure capability, heat transfer efficiency, response to load variations, and safety.
Water Tube Boilers: Design and Technical Advantages
Water tube boilers are engineered for high-pressure and high-temperature steam applications. Key technical features include:
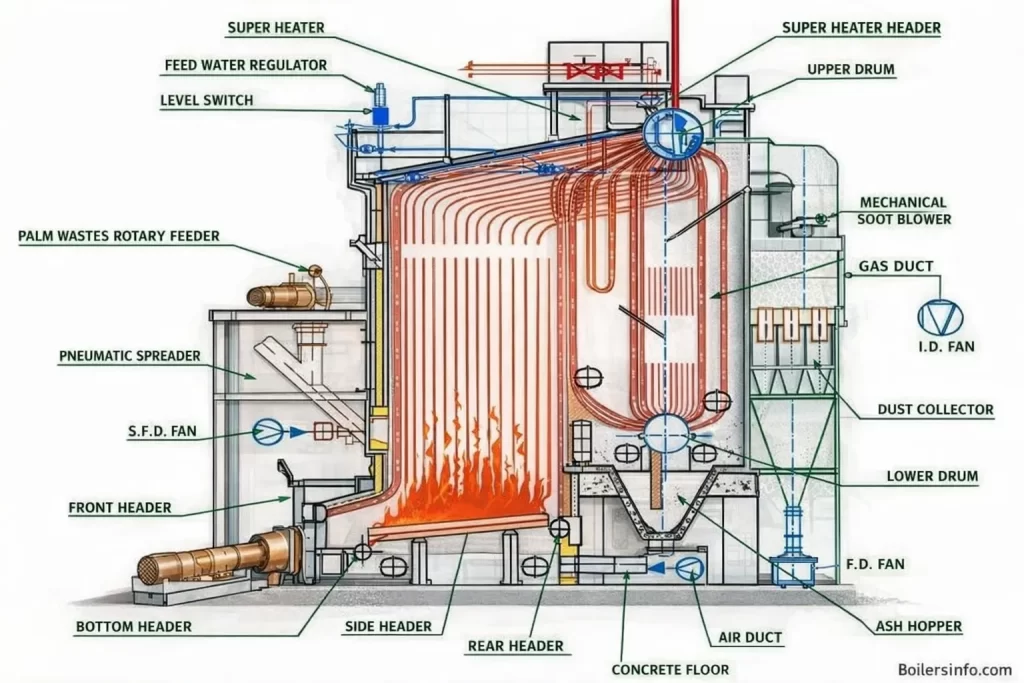
- Construction: A water tube boiler is constructed with multiple tube banks arranged in series, where water circulates inside the tubes and hot flue gases flow externally to ensure efficient heat transfer. The system incorporates a steam drum for steam separation and a mud drum for sediment collection and water distribution. Depending on capacity, pressure rating, and operational requirements, the boiler may be configured in single, double, or triple drum designs, operating under natural or forced circulation to achieve stable and high-performance steam generation.
- Thermodynamic Efficiency: The high surface area-to-water volume ratio enables rapid heat absorption and efficient phase conversion from water to steam. This design supports the generation of saturated as well as superheated steam, significantly improving thermal efficiency, turbine output, and overall plant energy performance in industrial and power generation applications.
- Pressure and Temperature Range: Water tube boilers are engineered for high-pressure operations, typically up to 160 bar or higher depending on design specifications. When integrated with superheaters, they can produce steam temperatures exceeding 500°C, making them suitable for high-temperature process heating and advanced power generation systems.
- Fuel Flexibility: These boilers offer excellent fuel adaptability and can operate efficiently on natural gas, oil, coal, biomass, or hybrid fuel systems. Advanced and modular burner configurations allow combustion optimization based on fuel characteristics, ensuring improved efficiency, controlled emissions, and regulatory compliance.
- Safety Considerations: Due to the limited water inventory contained within the tubes, the risk of catastrophic failure is significantly reduced. The system is equipped with safety valves, automated drum level controls, pressure and temperature monitoring instruments, and blowdown arrangements to maintain safe and reliable operation under high-pressure industrial conditions.
- Industrial Applications: Water tube boilers are widely used in power plants for high-pressure superheated steam generation, in chemical and petrochemical industries for controlled process heating and reactions, in food and beverage industries for sterilization and thermal processing, and in pharmaceutical plants where clean steam generation is critical for autoclaves and sterile production systems.
Fire Tube Boilers: Design and Technical Advantages
Fire tube boilers are typically lower-pressure units suitable for small to medium industrial and commercial operations. Key technical features include:
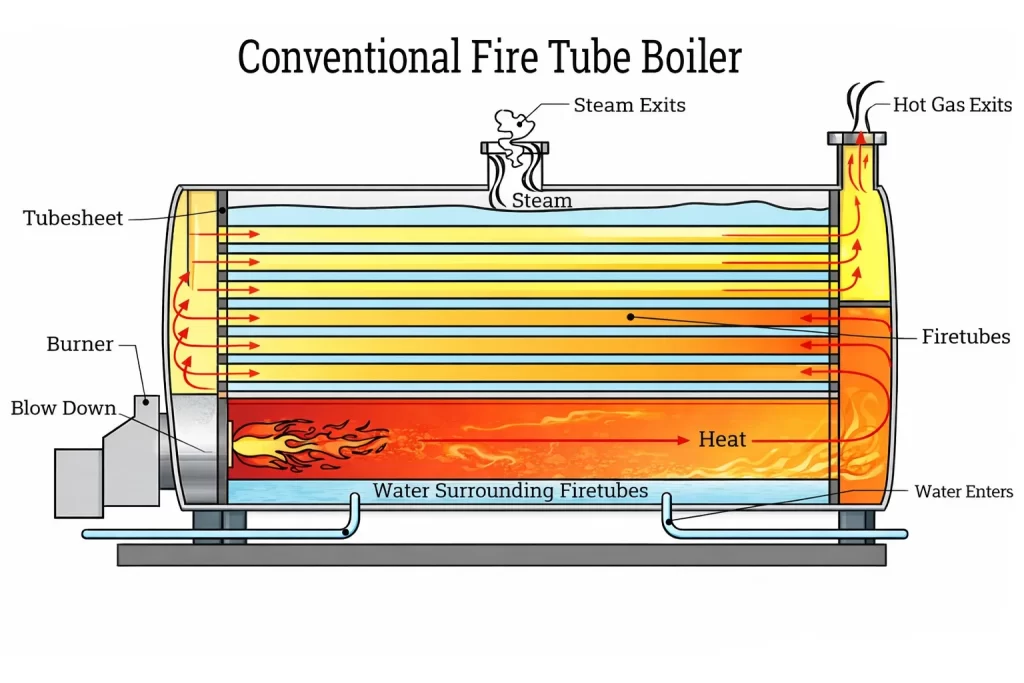
- Construction: In a fire tube boiler, hot combustion gases pass through multiple tubes that are immersed in a water-filled shell, allowing heat transfer to the surrounding water. The design may be single-pass, two-pass, or three-pass, which directly influences thermal efficiency and heat recovery performance. The larger water volume provides significant thermal inertia, helping to stabilize pressure fluctuations during operation.
- Heat Transfer Characteristics: Heat transfer occurs primarily through convection from hot flue gases to the surrounding water. Due to its higher water content, a fire tube boiler responds more slowly to sudden changes in steam demand compared to a water tube boiler.
- Pressure and Temperature Range: Fire tube boilers typically operate at pressures up to 20 bar, making them suitable for heating and small-scale industrial steam applications. They generally produce saturated steam with temperatures below 200°C.
- Maintenance and Durability: The simpler tube configuration allows easier inspection, cleaning, and maintenance. With proper routine servicing, fire tube boilers offer long operational life and reliable performance.
- Industrial Applications: Fire tube boilers are widely used in commercial heating systems for buildings, hotels, and hospitals, in small industrial plants such as food processing units, laundries, and textile workshops, and in marine applications where compact and dependable steam generation is required.
Operational Comparison: Performance, Efficiency, and Control
| Feature | Water Tube Boiler | Fire Tube Boiler |
|---|---|---|
Pressure Capacity |
High (up to 160+ bar) |
Low (up to 20 bar) |
Steam Temperature |
High (saturated & superheated) |
Low (saturated) |
Response to Load Changes |
Fast |
Moderate |
Steam Generation Rate |
High |
Moderate |
Maintenance Complexity |
Higher |
Lower |
Safety Risk |
Lower (low water content) |
Higher (large water volume) |
Typical Industrial Applications |
Power, Chemical, Food, Pharma |
Small Industry, Heating, Marine |
Efficiency Insights:
- Water tube boilers achieve higher thermal efficiency due to lower water content, better heat transfer surface design, and capability for superheating.
- Fire tube boilers are less efficient but provide stable steam output for continuous low-pressure applications.
Maintenance, Water Treatment, and Safety Protocols
- Require advanced water treatment to prevent scaling, corrosion, and tube fouling.
- Safety features: automatic drum level controls, pressure relief valves, flame detectors, and tube rupture alarms.
- Maintenance involves tube cleaning, inspection of welds, superheater inspection, and periodic blowdown.
- Soot and scale buildup must be regularly removed to maintain heat transfer efficiency.
- Combustion chamber inspection and pressure vessel integrity checks are essential.
- Water treatment is less intensive but still required for boiler longevity.
Cost Considerations: Total Ownership Perspective
- Higher initial capital expenditure due to complex construction and materials.
- Lower operating costs over the lifetime due to fuel efficiency, high-pressure output, and energy recovery options.
- Economically justified for high-demand industrial applications.
- Lower upfront cost and simple installation.
- Higher operating costs if used in high-demand applications due to slower response and lower efficiency.
- Ideal for low-pressure heating and small-scale industries.
Conclusion: Technical Selection Guidelines
Choosing between a water tube boiler and a fire tube boiler depends on your operational requirements:
Select a water tube boiler if:
- High-pressure steam is required (>30 bar)
- Rapid response to load fluctuations is critical
- Superheated steam or high-temperature process steam is needed
- Safety and modular fuel flexibility are priorities
Select a fire tube boiler if:
- Low-pressure saturated steam suffices (<20 bar)
- Continuous stable steam output is needed
- Simplicity, lower capital cost, and easy maintenance are important
Proper selection ensures high efficiency, reliability, safety, and long-term operational cost savings for your industrial processes.
Frequently Asked Questions (FAQs)
The primary difference lies in the flow of water and hot gases. In a water tube boiler, water flows inside the tubes while hot combustion gases flow around them. In contrast, a fire tube boiler allows hot flue gases to pass through tubes that are surrounded by water in a large shell. This structural difference affects pressure capability, efficiency, and industrial applications.
Water tube boilers generally achieve higher thermal efficiency because they have a larger heat transfer surface area and lower water content. This design allows faster heat absorption and improved steam generation compared to fire tube boilers.
Water tube boilers are designed to withstand very high pressures because water circulates through small-diameter tubes that can tolerate higher internal pressure. This makes them ideal for power plants, chemical processing industries, and other high-temperature industrial operations.
Fire tube boilers offer simple construction, lower installation cost, and easier maintenance. They also provide stable steam output due to their large water volume, which makes them suitable for small to medium industrial operations and commercial heating systems.
Water tube boilers are widely used in power generation plants, chemical and petrochemical industries, food processing units, pharmaceutical manufacturing facilities, and other industries where high-pressure steam is required.
Fire tube boilers are commonly used in small industrial plants, hotels, hospitals, laundries, and commercial heating systems where low to medium pressure steam is sufficient.
Water tube boilers respond faster to load variations because they contain less water and have a higher heat transfer rate. Fire tube boilers respond more slowly due to their larger water volume and thermal inertia.
Key factors include required steam pressure, steam capacity, fuel availability, efficiency requirements, operational safety, installation cost, and maintenance considerations. These parameters help determine whether a water tube boiler or fire tube boiler is more suitable.
Yes, proper boiler water treatment is essential for both water tube and fire tube boilers. It prevents scale formation, corrosion, and sludge buildup, which can reduce efficiency and shorten the boiler’s operational life.
Water tube boilers are generally considered safer for high-pressure applications because they contain less water volume. In case of a failure, the risk of catastrophic explosion is significantly lower compared to fire tube boilers.