
Steam remains the backbone of industrial heating and process operations. From food processing and textiles to chemicals, pharmaceuticals, paper mills, rice mills, and power generation, every sector relies on steam for consistent heating, drying, cooking, sterilization, and energy transfer. But to ensure that steam systems operate efficiently, one crucial component must function with precision—the steam trap.
A steam trap may be small, but its role in removing condensate, improving steam purity, preventing steam loss, and maintaining heat transfer efficiency is fundamental to any industrial steam system. In this comprehensive guide, we explore how steam traps work, their various types, their applications, and how they contribute to improved steam system efficiency, reduced fuel consumption, and overall operational reliability.
What Is a Steam Trap?
A steam trap is an automatic valve that discharges condensate (water formed from steam), air, and non-condensable gases—while preventing the escape of live steam. Its core functions are simple yet vital:
- Removes condensate
- Vents air & non-condensable gases
- Retains live steam inside the system
By performing these tasks continuously, a steam trap ensures that equipment receives dry, high-quality steam, which is essential for consistent heat transfer and efficient plant performance.
Why Condensate Removal Is Essential in Steam Systems
Efficient condensate removal directly influences:
1- Heating Efficiency
Condensate has lower heat content. If it accumulates inside equipment, it reduces temperature levels, slows down production, and lowers process quality.
2- Safety and Protection Against Water Hammer
Condensate trapped in steam lines can suddenly accelerate and strike pipe bends or valves, causing dangerous water hammer, equipment damage, and operational hazards.
3- Reduced Corrosion and Longer System Life
Condensate often contains dissolved oxygen and CO₂, which accelerate corrosion inside pipes, steam traps, boilers, and heat exchangers.
4- Lower Fuel Consumption
If condensate is not removed efficiently, the boiler works harder to maintain the required pressure. This results in higher fuel usage and increased operational costs.
How Do Steam Traps Work?
Steam traps operate based on three basic principles:
1- Density Difference – Steam is much lighter than water (condensate). Steam traps use this density difference to automatically discharge the heavier condensate while holding back the lighter steam. This ensures that steam remains in the system for efficient heating.
2- Temperature Difference – Condensate always has a lower temperature compared to live steam. Temperature-sensitive steam traps stay open to release this cooler condensate and immediately close when hot steam reaches them. This prevents steam wastage and maintains proper system temperature.
3- Phase Change / Kinetic Energy – Steam travels at a much higher velocity than condensate. Some traps use this difference in speed to operate—slower-moving condensate opens the valve, while the fast-moving steam forces the trap to close. This helps the trap regulate flow automatically based on the phase and movement of the fluid.
These principles make the steam trap a smart, automatic device that continuously protects the system from steam loss and condensate accumulation.
Types of Steam Traps
Steam traps are categorized into three major types based on their operating mechanism:
1- Thermodynamic Steam Traps
Thermodynamic steam traps function on the basic principles of thermodynamics, primarily the difference in velocity between flash steam and condensate. These traps typically contain a single moving part—a specially engineered disc that opens to pass condensate and shuts tightly to hold back steam.
How Thermodynamic Traps Work
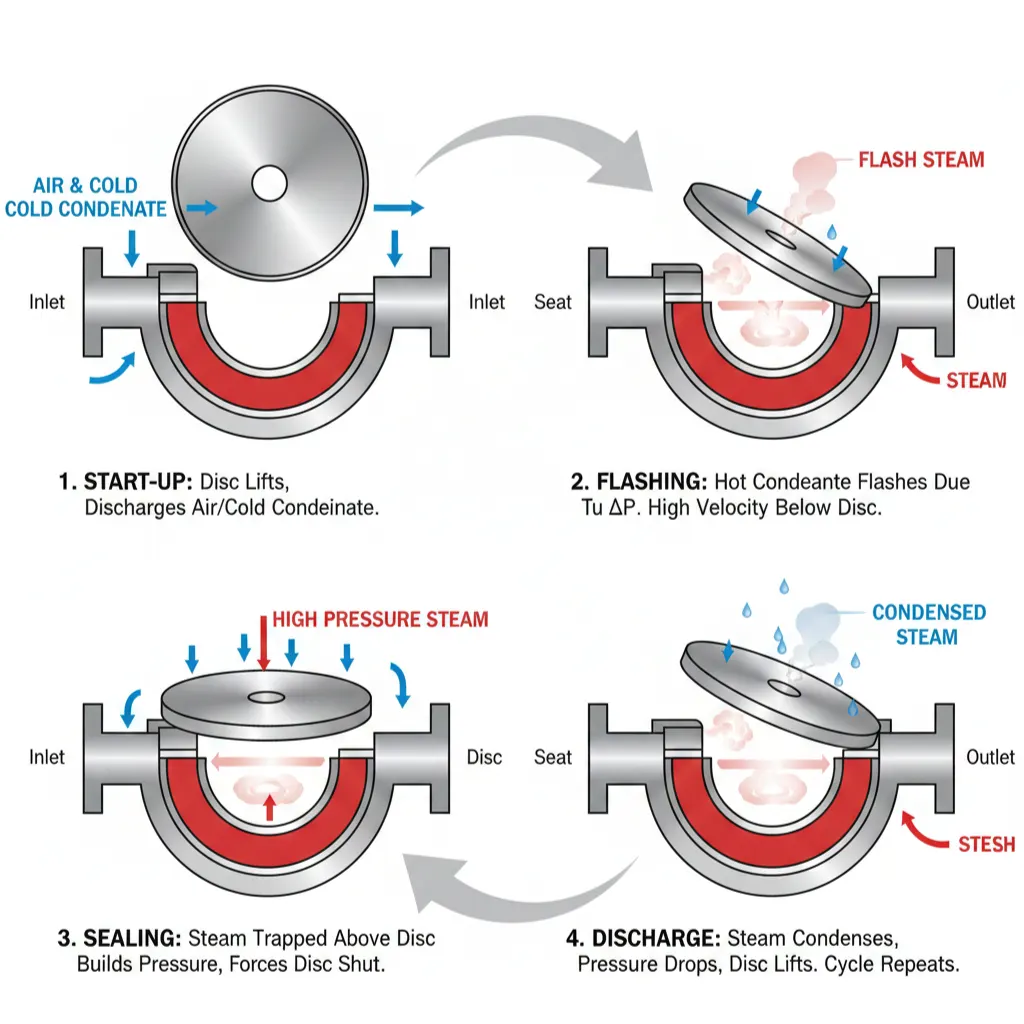
- At startup, incoming pressure lifts the disc, allowing air and cold condensate to escape.
- As hot condensate enters at high pressure, flash steam forms due to pressure drop.
- This flash steam travels at high velocity under the disc, creating a low-pressure zone while some steam accumulates above the disc, pressing it downward.
- The disc seals against the seat.
- Once the flash steam above the disc condenses, pressure beneath lifts the disc again, enabling condensate to discharge.
- This cycle repeats continuously.
Key Characteristics
Thermodynamic traps discharge condensate intermittently. Though not suitable for sensitive process heating, they are excellent for steam distribution lines because:
- Their compact design reduces radiation losses.
- They operate efficiently across a wide pressure range.
- They are robust, easy to maintain, and resistant to water hammer, corrosion, and freezing.
These advantages make them ideal for pipeline applications where traps are spaced every 30 meters.
2- Density Operated – Mechanical Steam Traps
Mechanical traps function solely on the difference in density between steam and condensate, allowing them to open or close irrespective of ambient conditions. The two most widely used mechanical traps are:
- Ball Float Traps
- Inverted Bucket Traps
a. Ball Float Steam Traps
A ball float trap operates using a buoyant float that rises and falls with the condensate level, modulating the valve opening accordingly.
Working Mechanism of Ball Float Steam Traps
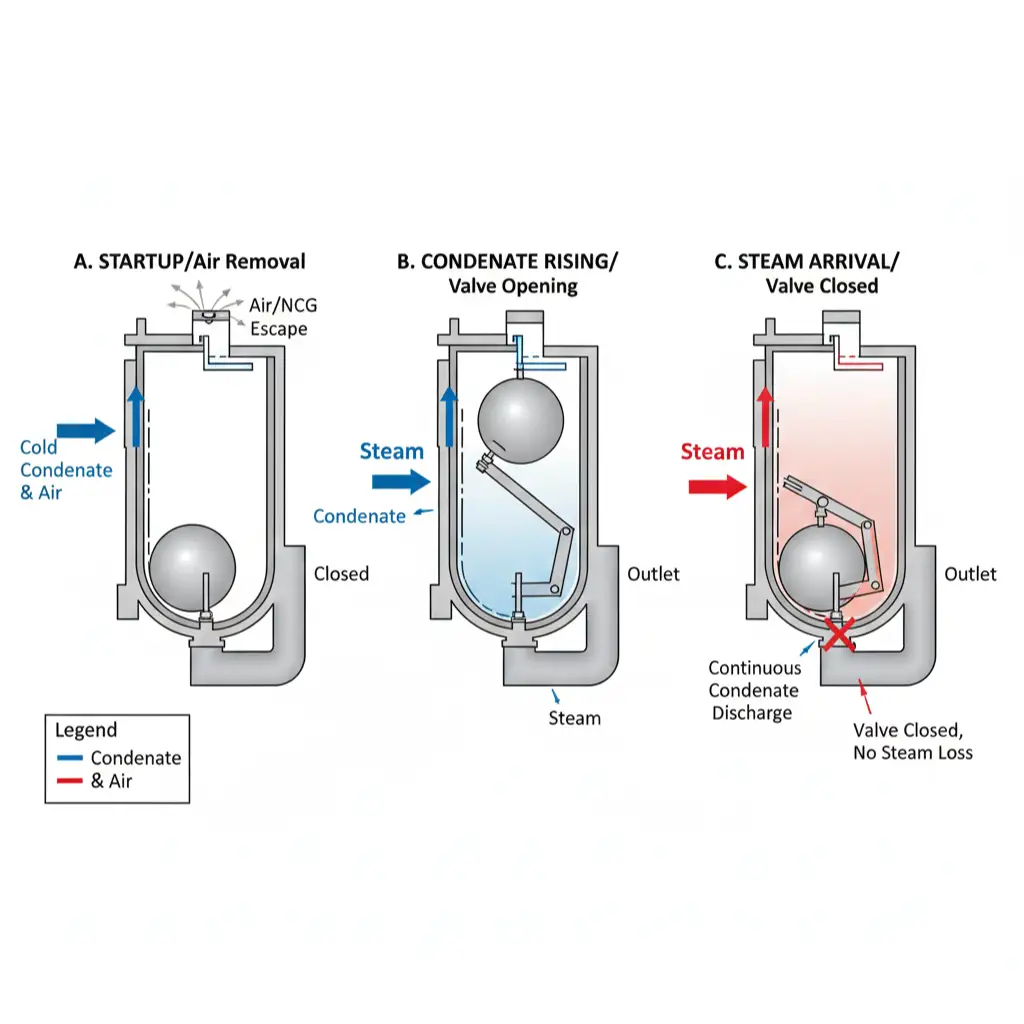
- At startup, a thermostatic air vent releases air and non-condensable gases for efficient heat transfer.
- As condensate enters, the float rises due to buoyancy, opening the main valve to discharge condensate.
- When steam reaches the trap, the float drops, closing the valve tightly.
Why Float Traps Are Preferred
Float traps discharge condensate continuously, matching the rate of condensation. Their valve seat remains submerged, ensuring zero steam loss.
They are ideal for process heating applications, where immediate removal of condensate is crucial for stable temperatures and efficient heat transfer.
b. Inverted Bucket Steam Traps
In this trap, an inverted bucket mechanism controls the opening and closing of the outlet valve. The trap body remains filled with condensate to maintain a water seal.
How Inverted Bucket Traps Work
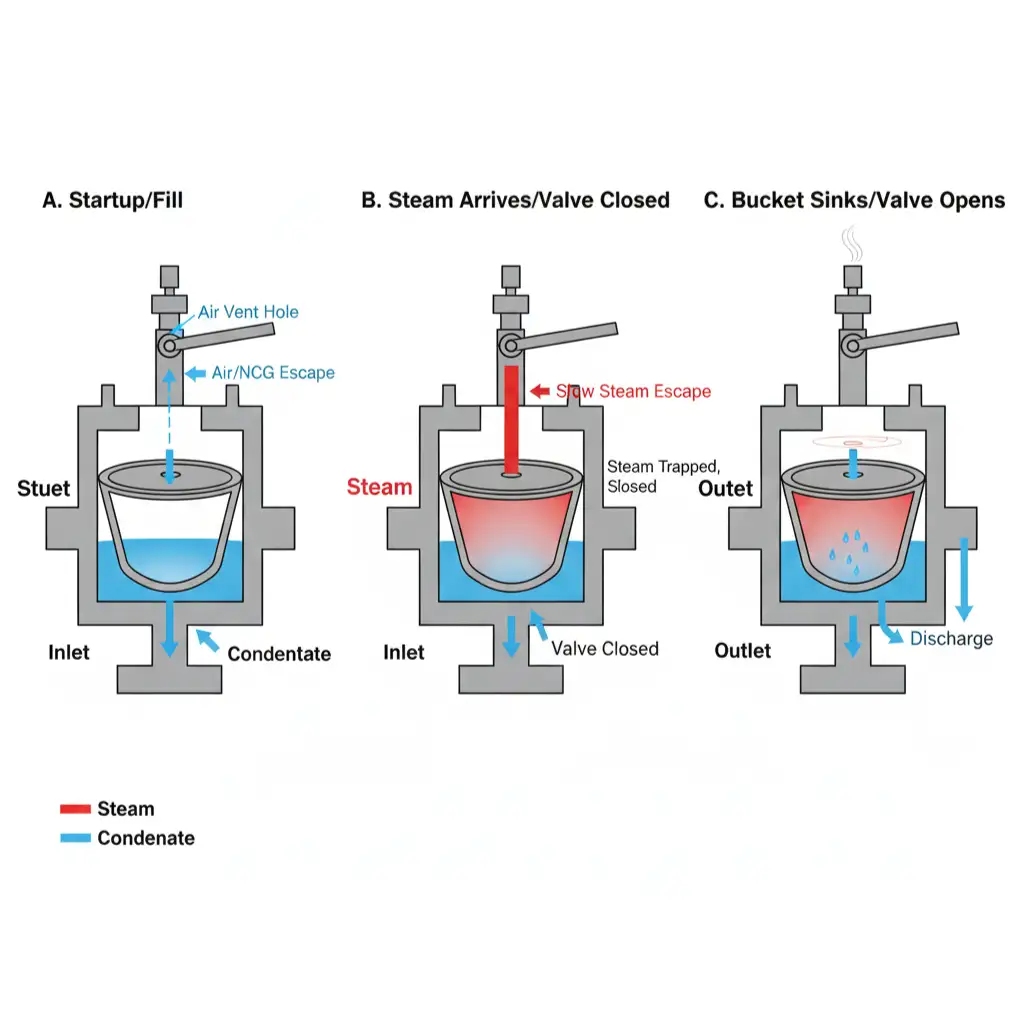
- A small vent hole in the bucket slowly releases air and non-condensable gases.
- Condensate flows beneath the bucket and exits through the outlet valve.
- When steam enters the bucket, it becomes buoyant and rises, closing the valve.
- After the steam inside the bucket condenses or escapes through the vent hole, the bucket drops, reopening the valve for condensate flow.
Limitations
- The trap consumes a bucketful of steam in each cycle.
- Intermittent operation causes condensate accumulation, reducing heat transfer efficiency.
- Accumulated condensate can lead to water hammer and equipment damage.
3- Steam Operated Pumping Traps
In temperature-controlled processes requiring temperatures below 100°C, steam traps may face negative differential pressure, preventing condensate discharge. Conventional traps require higher upstream pressure to operate.
How Pumping Traps Work
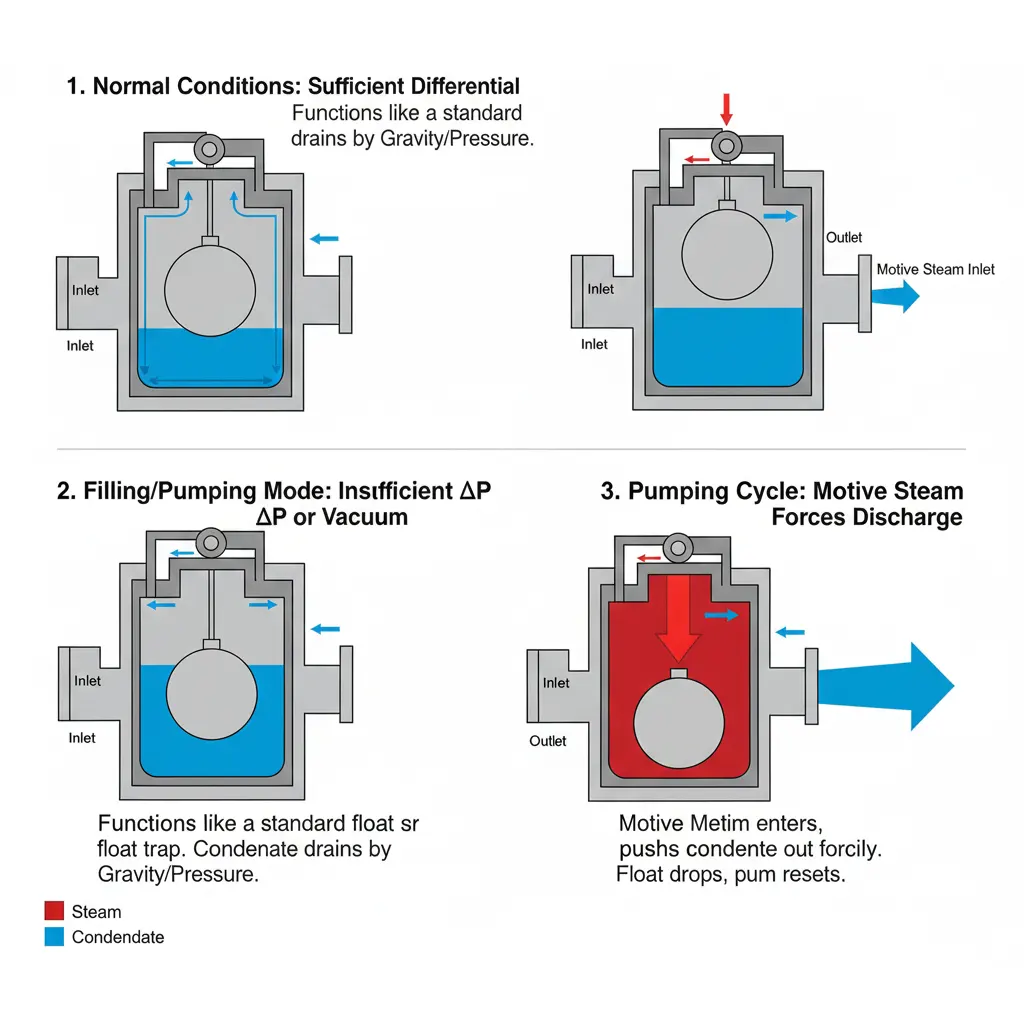
- Under normal pressure, they function like standard float traps.
- When differential pressure becomes negative, condensate level rises.
- Once the float crosses a set threshold, it opens the steam inlet valve.
- Motive steam enters and forcibly pumps out the condensate.
This ensures reliable condensate evacuation even in low-pressure or vacuum-like conditions.
4. Thermostatic Steam Traps
Thermostatic traps operate on temperature differences between steam and condensate. The temperature-sensitive element inside contracts when exposed to cooler condensate (opening the trap) and expands when exposed to hot steam (closing the trap).
The main types include:
- Bimetallic traps
- Balanced pressure traps
- Liquid expansion traps
a. Bimetallic Steam Traps
These traps contain a bimetal strip made of two metals with different coefficients of thermal expansion.
Working of Bimetallic Traps
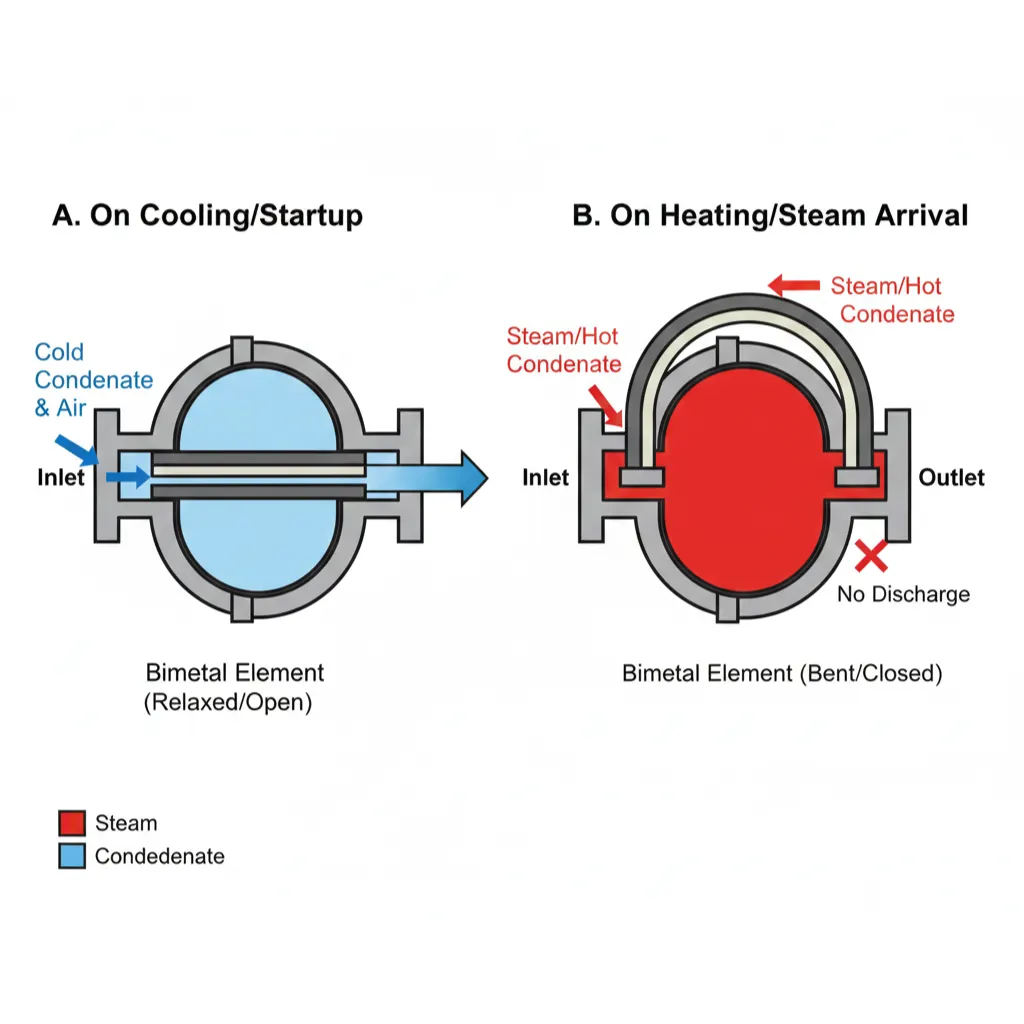
On Heating
Bimetal strip unevenly expands due to different thermal expansion rates of the two metals.
The bending motion pushes the valve towards the closed position, preventing steam loss.
On Cooling
As cooler condensate enters, temperature drops and the bimetal strip begins to straighten.
The valve opens, allowing the cooler condensate to discharge smoothly.
Balanced Pressure Thermostatic Traps
These traps include a liquid-filled capsule with a boiling point lower than steam at corresponding pressures.
Woking of Balanced Pressure Thermostatic Traps
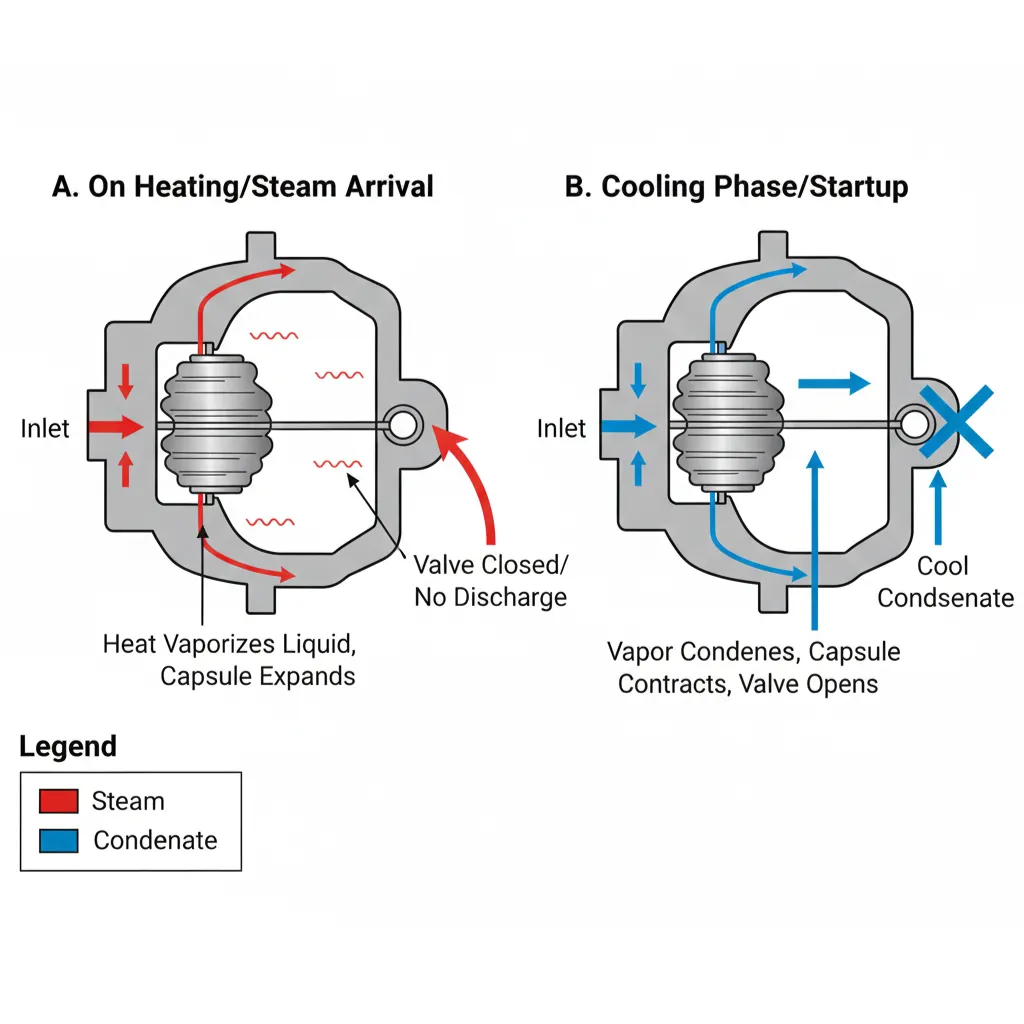
- As hot condensate surrounds the capsule, the internal liquid vaporizes, expanding the capsule and closing the valve.
- When condensate temperature falls, the vapor condenses inside the capsule, causing contraction and opening the valve.
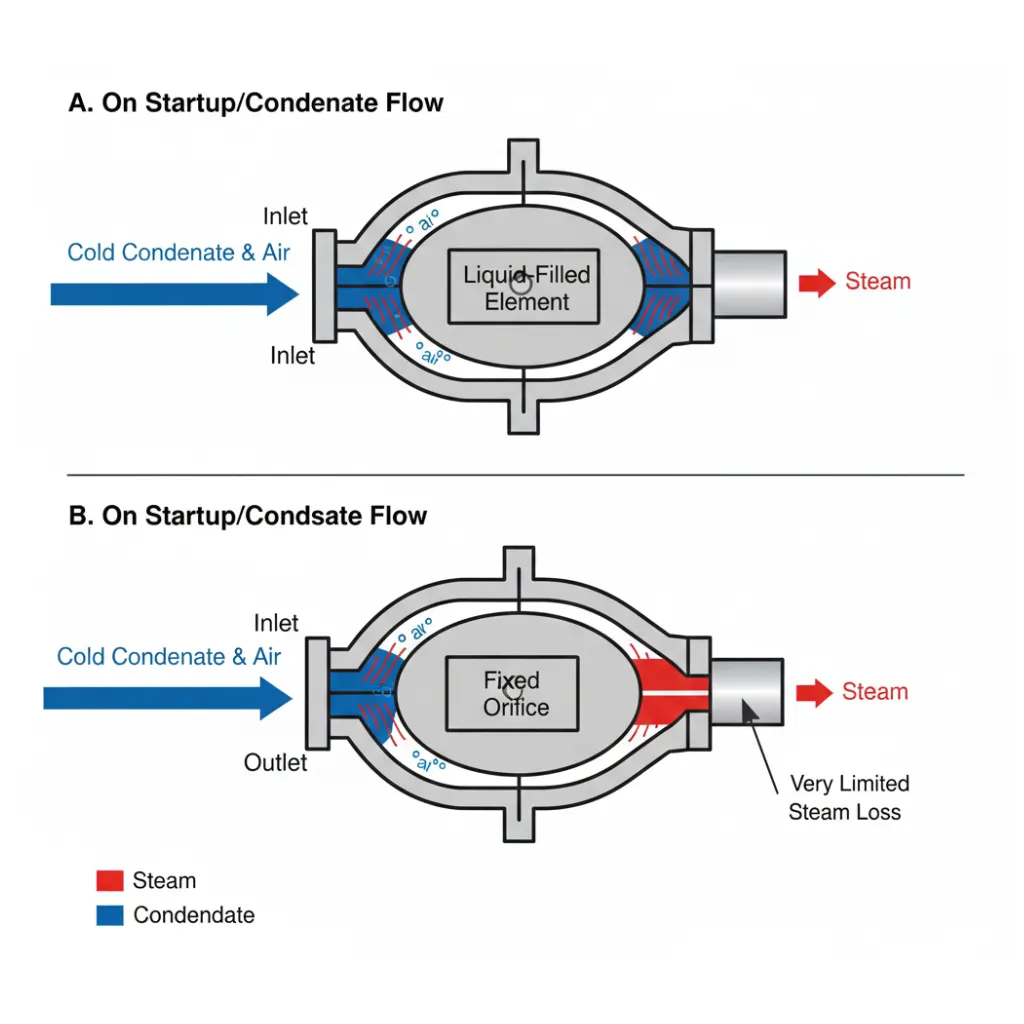
Liquid Expansion Steam Traps
These traps use a temperature-sensitive liquid that expands when heated, pushing a valve shut. When the liquid cools, it contracts, reopening the valve.
They are adjustable to open between 60–100°C, making them suitable for removing sub-cooled condensate and air during startup.
How They Work
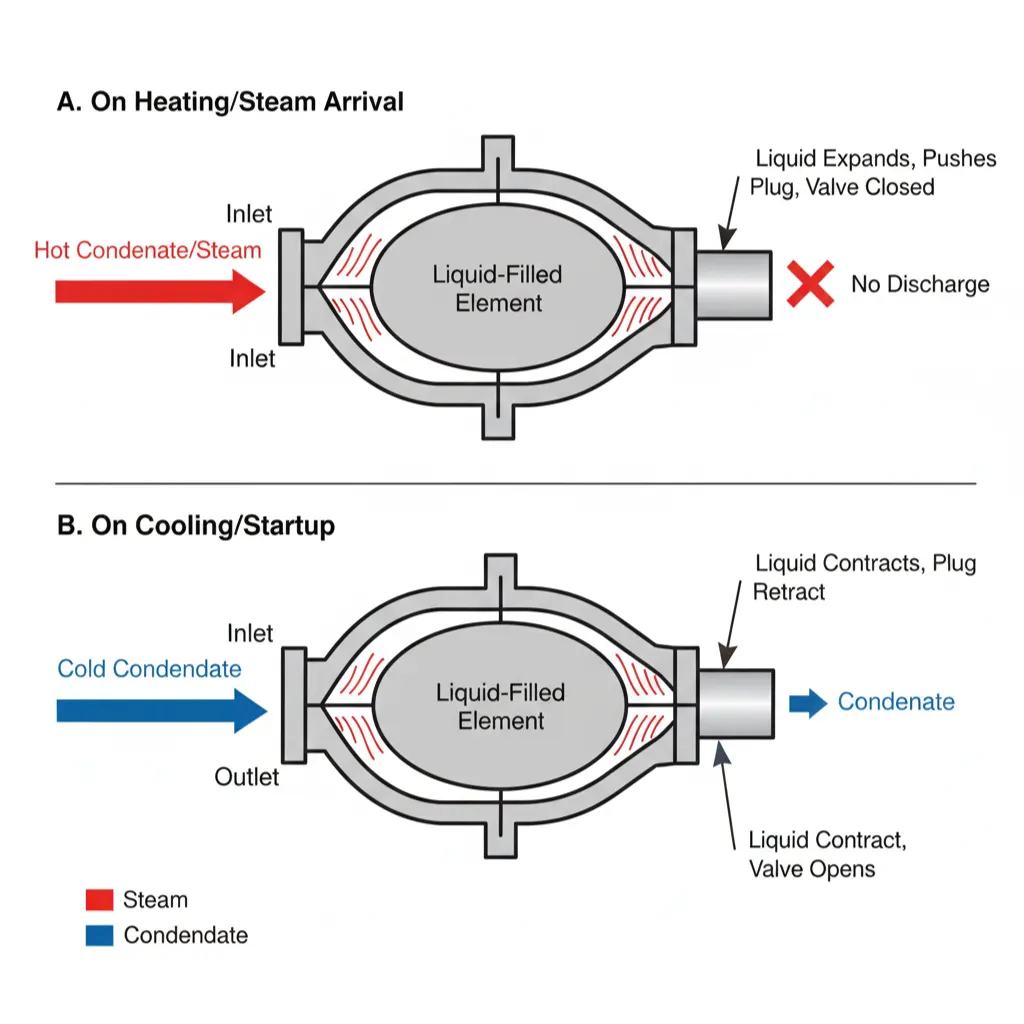
Heat Exposure
Liquid expands, pushing a plug into the valve seat to shut the trap.
Cooling
Liquid contracts, retracting the plug and opening the valve.
Orifice Steam Traps
Orifice steam traps are the simplest type of trap because they have no moving parts. They consist of a small metal plate or body with a precisely drilled tiny orifice through which condensate and air are discharged. These traps work by taking advantage of the natural difference in density and velocity between steam and condensate.
Working mechanism Orifice Steam Traps
Orifice steam traps have no moving parts and use a tiny fixed opening to discharge condensate and air continuously. Condensate flows through easily due to its higher density, while steam is restricted by the small orifice, preventing unnecessary steam loss.
Limitations
- Highly prone to clogging due to dirt and debris
- Failure in closed condition poses safety risks
- Over time, the orifice erodes, leading to steam loss
- Not recommended for mainline applications
Industrial Applications of Steam Traps
Steam traps are used across multiple industries and applications:
- Steam distribution lines – Ensures dry steam quality
- Heat exchangers & reactors – Improves heat transfer
- Steam turbines – Prevents condensate carryover
- Dryers (textile/paper/food) – Ensures uniform heating
- Steam tracing systems – Prevents pipeline temperature drops
- Drip legs & steam headers – Eliminates water hammer risks
- Boilers & superheaters – Maintain dry, stable steam
Industries like pharmaceuticals, textiles, food processing, chemicals, FMCG, and fertilizers rely heavily on efficient steam trapping systems.
Common Steam Trap Problems & Their Impact
Steam traps operate under extreme conditions, making failures common if not monitored.
1- Trap Stuck Open
- Live steam loss
- Increased fuel consumption
- Inefficiency across the system
2- Trap Stuck Closed
- Condensate backup
- Water hammer
- Reduced temperature and production delays
3- Blocked Trap
Due to dirt, rust, or scale buildup, preventing condensate discharge.
4- Using the Wrong Trap Type
Incorrect sizing or selection leads to premature failure and unnecessary expenses.
How to Detect Steam Trap Failure
Steam trap failure identification can be done through:
- Visual inspection (noise, vibration, leakage)
- Temperature check (inlet vs outlet difference)
- Ultrasonic monitoring
- Thermal imaging
Early detection helps prevent high energy losses and production downtime.
Energy Loss from Faulty Steam Traps
A single faulty trap wastes 5–50 kg/hr of steam. In a plant operating 500 traps, even a 10–15% failure rate leads to:
- Massive fuel wastage
- Increased boiler load
- Higher operating expenses
Routine monitoring saves lakhs of rupees annually.
Best Practices for Efficient Steam Trap Operation
- Select correct trap type and size
- Install strainers and check valves
- Ensure proper drainage and orientation
- Test traps every 6–12 months
- Maintain a plant-wide steam trap management program
Optimized steam trapping directly enhances steam quality, boiler efficiency, and operational reliability.
Conclusion: Why Steam Traps Matter for Every Industry
Steam traps may be small, but their role is foundational to every steam-based process. They ensure:
- Efficient condensate removal
- Zero steam wastage
- Enhanced heat transfer
- Reduced fuel consumption
- Improved safety and equipment life
For industries striving for higher operational efficiency and lower energy cost, proper steam trap selection, installation, and maintenance is not optional—it is essential.