Thermodyne Engineering Systems
Chemical
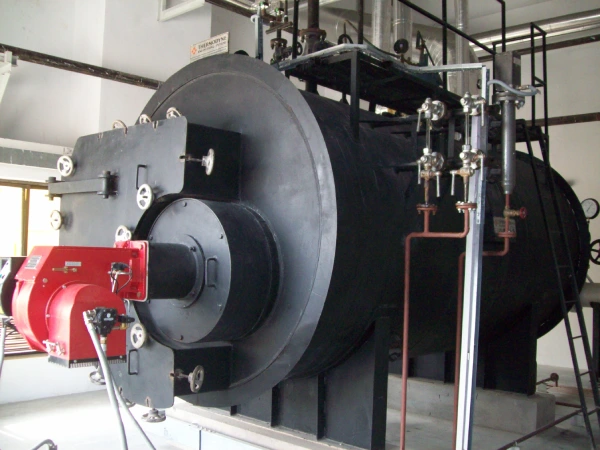
Application of steam boiler for chemical industry
Steam Generation for Process Heating
- Many chemical reactions require high temperatures, which are often achieved using steam from boilers. This steam is used to heat chemical reactors, distillation columns, and other process equipment.
Power Generation
- Boilers generate steam that drives turbines to produce electricity, which is used to power various operations in the chemical plant. This ensures uninterrupted energy supply, essential for continuous chemical processes.
Preheating of Raw Materials
- Boilers help in preheating raw materials before they enter reactors. This increases process efficiency and ensures optimal reaction conditions.
Distillation Processes
- In chemical plants, boilers supply the steam required for distillation. This is crucial for separating chemical compounds based on differences in boiling points.
Drying and Concentration
- Boilers provide heat for the drying of chemical products and concentration processes such as evaporating solvents from chemical solutions.
Sterilization
- Boilers are used to produce steam for sterilization processes in the chemical industry, ensuring that equipment and materials are free from contaminants before use.
Utilities Supply
- In addition to process-specific applications, boilers also supply steam for various utilities like heating, cleaning, and humidification across the facility.
Safety and Environmental Control
- Boilers help in maintaining safe operating conditions by controlling pressure and temperature in chemical processes. They are also used in emission control systems, ensuring the industry meets environmental regulations.
Application of steam boiler for chemical industry
Steam Generation for
Process Heating
Process Heating
- Many chemical reactions require high temperatures, which are often achieved using steam from boilers. This steam is used to heat chemical reactors, distillation columns, and other process equipment.
Power Generation
- Boilers generate steam that drives turbines to produce electricity, which is used to power various operations in the chemical plant. This ensures uninterrupted energy supply, essential for continuous chemical processes.
Preheating of Raw
Materials
Materials
- Boilers help in preheating raw materials before they enter reactors. This increases process efficiency and ensures optimal reaction conditions.
Distillation Processes
- In chemical plants, boilers supply the steam required for distillation. This is crucial for separating chemical compounds based on differences in boiling points.
Drying and Concentration
- Boilers provide heat for the drying of chemical products and concentration processes such as evaporating solvents from chemical solutions.
Sterilization
- Boilers are used to produce steam for sterilization processes in the chemical industry, ensuring that equipment and materials are free from contaminants before use.
Utilities Supply
- In addition to process-specific applications, boilers also supply steam for various utilities like heating, cleaning, and humidification across the facility.
Safety and Environmental
Control
Control
- Boilers help in maintaining safe operating conditions by controlling pressure and temperature in chemical processes. They are also used in emission control systems, ensuring the industry meets environmental regulations.
Our Customers From CHEMICAL INDUSTRY







Boiler Options for chemical industry