Thermodyne Engineering Systems
SMOKE TUBE BOILER RANGE


INTECH (IND, INW, INWT, INS, INF, INDF, IND-DF, INW-DF)
Intech Design is our versatile, smoke tube boiler, known for its compact size and high efficiency. It provides a reliable and continuous steam supply, making it a perfect choice for process industry applications. With features that ensure safety, ease of installation, and simple maintenance, it offers an ideal solution for producing dry-saturated steam with capacities of up to 8000 kg/hr. This boiler is especially suitable for industries using solid fuels like coal, wood, or briquettes, where manual fuel handling is required.
Intech Design is our versatile, smoke tube boiler, known for its compact size and high efficiency. It provides a reliable and continuous steam supply, making it a perfect choice for process industry applications. With features that ensure safety, ease of installation, and simple maintenance, it offers an ideal solution for producing dry-saturated steam with capacities of up to 8000 kg/hr. This boiler is especially suitable for industries using solid fuels like coal, wood, or briquettes, where manual fuel handling is required.
Steam Capacity: 500 Kg/hr to 6000 Kg/hr
Fuel: Wood, Coal, Briquette
Applications: Process industries like Textiles, Food processing, Chemicals, Pharmaceuticals etc.
Working
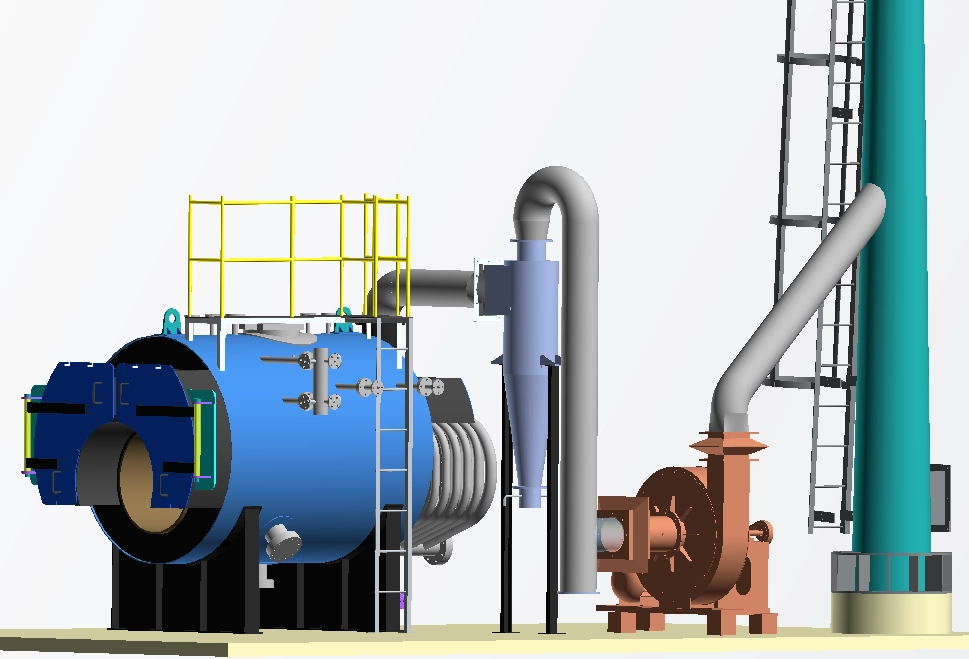
Fuel is fired on the grate and flue gases are released on combustion of the fuel. The flue gases then travel from the furnace to the flue gas outlet through the smoke Ttubes, reversing from smoke boxes on their way out. Flue gases traveling at optimum speed ensures maximum radiation and convective heat transfer.
Dry Back Type
A dry back boiler is a type of fire tube boiler where the rear of the combustion chamber (furnace) is Dry and not surrounded by water, hence the term “dry back.” The rear part of a dry back boiler is easily accessible, allowing for easier inspection, cleaning, and maintenance. Instead, the back of the furnace lets the flue gas in the Smokebox where the flue gas reversal happens as it enters the boiler tubes due to the induced pressure from the fan.
Wet Back type
A wet back boiler is a type of fire-tube boiler where the reversal chamber is completely surrounded by water, enhancing heat transfer and improving efficiency. The design prevents the rear of the furnace from being exposed to high temperatures, which helps in improving boiler’s efficiency. Wet back boilers are known for their durability, energy efficiency, and ability to handle high pressure, making them ideal for industrial applications.
INWT
This boiler consists of an Internal furnace with a rear end water wall, designed to minimise heat losses, allowing the heat generated to be absorbed directly by the surrounding water. The rear water wall membrane enhances heat absorption and ensures better efficiency and less operating cost. These boilers are suitable for industries requiring a reliable steam output and high energy efficiency.
Top Feed – Husk Fired
It is a unique automatic fuel feeding system from the top of the Internal Furnace of the boiler. Suitable to operate on rice husk, this is a very compact design requiring much lesser space as compared to the other husk firing boilers.
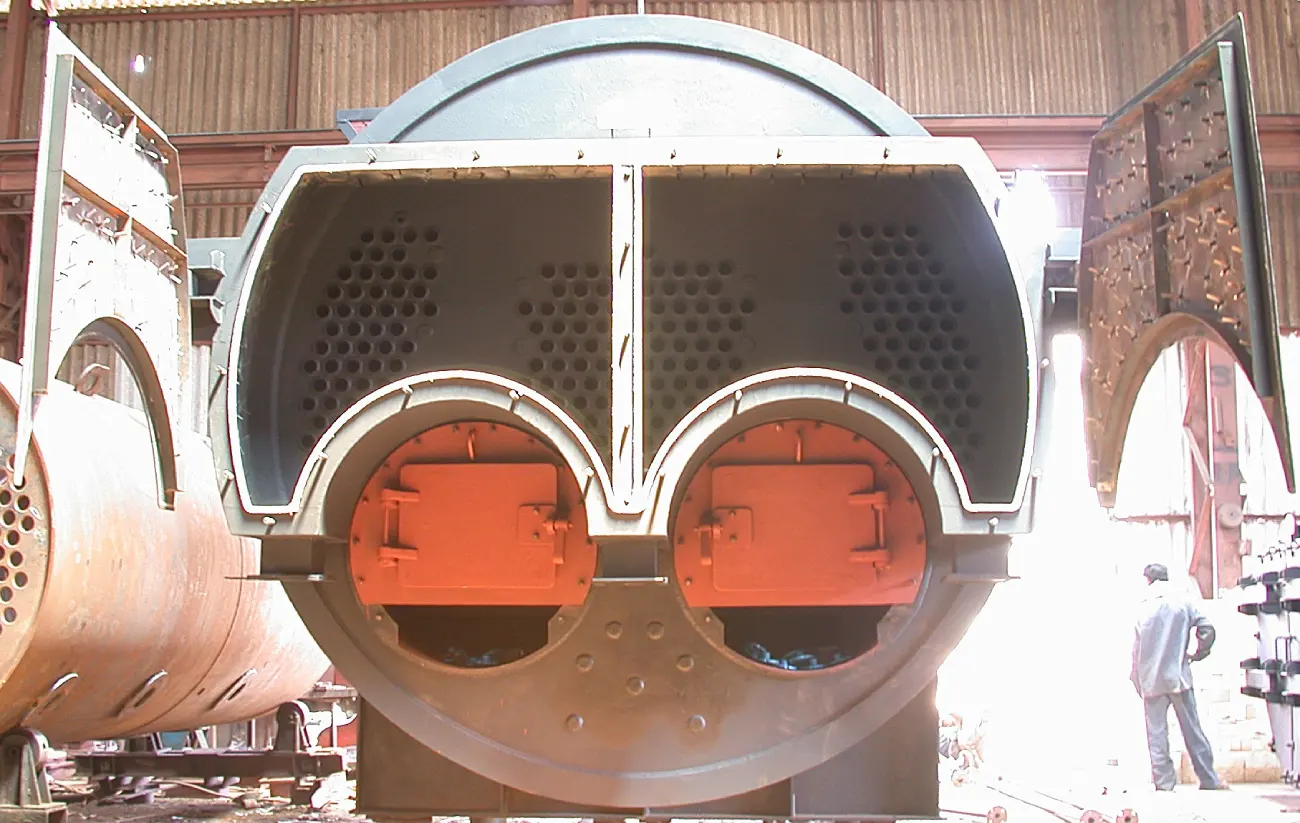
Double Furnace Type
For capacities above 4 TPH, two furnaces are provided inside the shell to accommodate optimum grate area for complete combustion of the fuel
Intech Ultra
This is suitable for lower-capacity smoke tube boilers, ranging from 200 Kg/hr to 750 Kg/hr steam. This model of boiler is ideal for small or medium-scale industrial applications looking for consistent steam production.
Small Industrial Boiler
Small industrial boilers are compact, highly efficient systems designed to meet the steam requirements of industries with limited space and lower capacity needs. These fire-tube boilers are perfect for use in processes requiring less than 1 Ton/hr steam, small industrial boilers are easy to install, operate, and maintain, making them a cost-effective solution for businesses.
SAVEMAX
The Savemax is a three-pass, smoke-tube design, oil or gas-fired steam boiler with an internal water-cooled furnace. This design ensures high efficiency and optimal performance, making it the ideal choice for various industrial applications.
Featuring a standard three-pass internal furnace smoke tube configuration with water enclosed reversal chamber. This design ensures enhanced heat transfer.