Introduction
In any industrial steam generation system, boiler blowdown is one of the most critical — yet frequently overlooked — maintenance processes. Every steam boiler accumulates dissolved and suspended solids in its water over time. If left unmanaged, these impurities can cause scale deposits, corrosion, foaming, and carryover, all of which severely degrade performance and safety.
Boiler blowdown is the controlled removal of water from the boiler to reduce the concentration of Total Dissolved Solids (TDS). While this process is essential, it also results in the discharge of hot water, which carries significant thermal energy. This energy loss directly impacts fuel consumption, operating costs, and overall system efficiency.
This blog explores what boiler blowdown is, why it matters, how it causes energy losses, and the most effective solutions to minimise waste in an industrial boiler environment.
What Is a Boiler Blowdown?
Boiler blowdown refers to the deliberate removal of a portion of boiler water to control the buildup of dissolved solids, suspended solids, and other impurities that accumulate during steam generation. As water is converted to steam, the dissolved minerals and salts remain behind and gradually concentrate in the remaining boiler water.
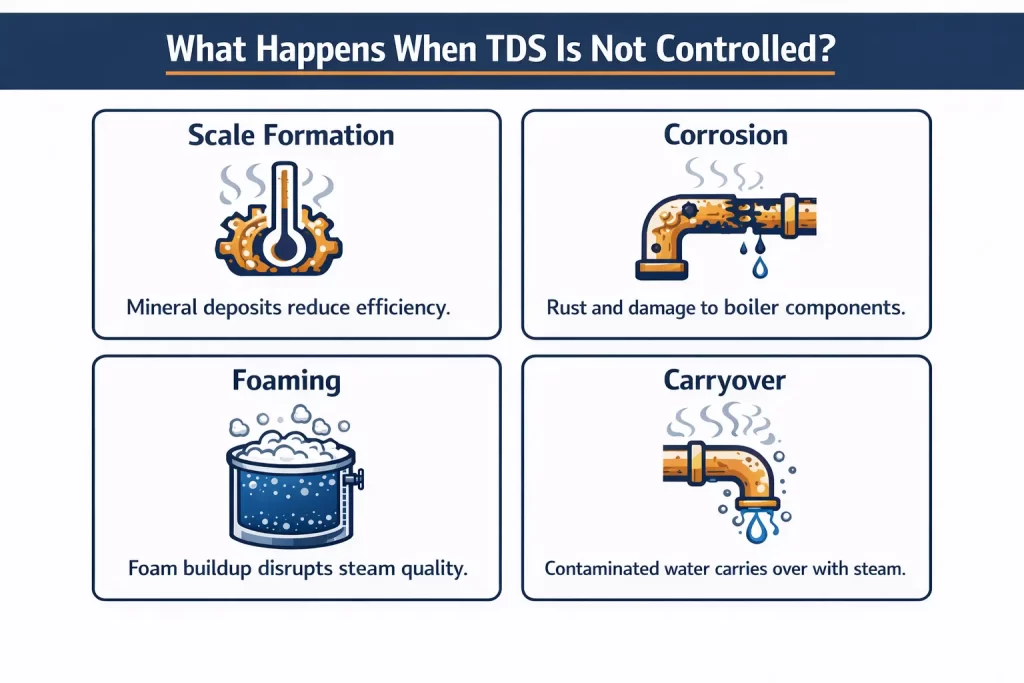
If TDS levels are not controlled, they can exceed safe operating limits — leading to scale formation on heat transfer surfaces, sludge accumulation, and carry-over of impurities into the steam supply. Boiler blowdown prevents these problems by periodically purging concentrated water from the system.
Types of Boiler Blowdown
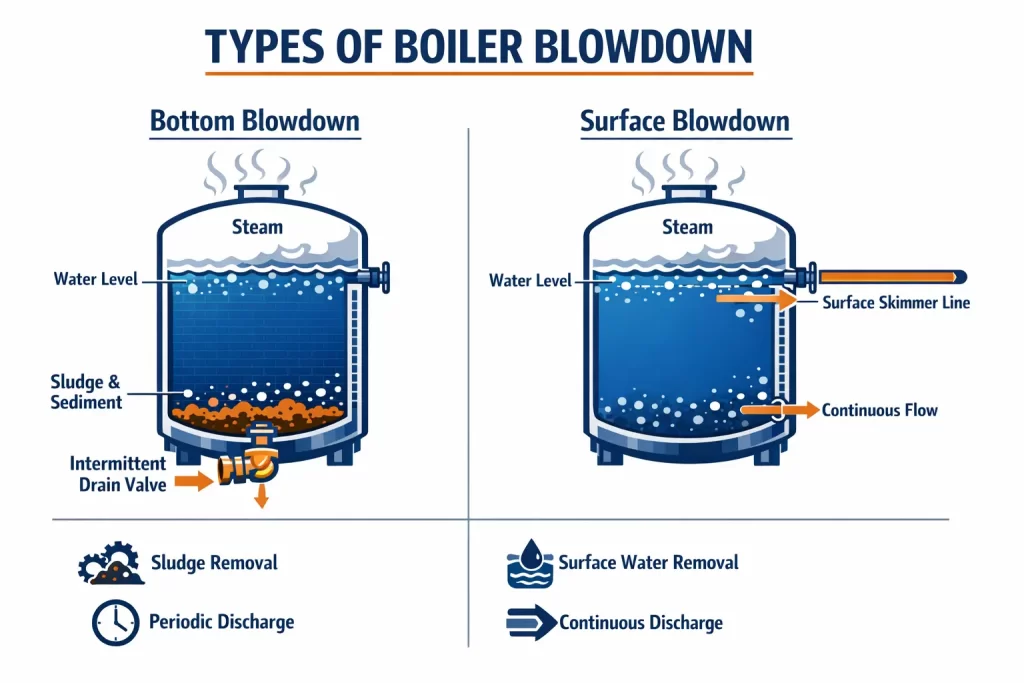
There are two main types:
- Bottom Blowdown (Intermittent Blowdown): Performed manually at scheduled intervals, this removes sludge and sediment that settles at the bottom of the boiler. It is typically a short, high-velocity discharge through a bottom drain valve.
- Surface Blowdown (Continuous Blowdown): This removes water from the surface — just below the waterline — where TDS concentration is highest. It operates continuously at a controlled rate and is most effective for managing dissolved solid levels in a steam boiler.
Why Boiler Blowdown Is Important
Proper boiler blowdown management is not just a maintenance task — it is a safety and efficiency imperative. The following are the key reasons it must be done correctly.
1. TDS Control
Every steam boiler has a maximum allowable TDS level, typically defined by the boiler manufacturer and water treatment standards. Exceeding this threshold leads to foaming and priming, which introduce water droplets into the steam supply — reducing steam quality and causing wet steam in distribution lines. Regular blowdown keeps TDS within safe operating limits.
2. Scale Prevention
Hard water minerals such as calcium and magnesium precipitate out of solution at high temperatures and form scale on boiler tubes and heat exchanger surfaces. Even a thin layer of scale — just 1 mm — can reduce heat transfer efficiency by up to 10%. Boiler blowdown reduces the concentration of scale-forming minerals before they deposit.
3. Corrosion Prevention
High TDS levels, particularly chlorides and sulphates, accelerate corrosion of boiler metal surfaces. Corrosion weakens the structural integrity of the boiler and can result in tube failures, leaks, and costly emergency shutdowns. Managing dissolved solids through blowdown is essential for long-term asset health.
4. Foaming and Carryover Prevention
Foaming occurs when dissolved or suspended solids, oils, or organic matter concentrate at the steam-water interface, forming a stable foam layer. This foam can be carried over into the steam lines, contaminating steam and causing water hammer in piping systems. Boiler blowdown prevents foaming by controlling the concentration of these contaminants.
Boiler Blowdown Losses: Understanding the Energy Impact
While boiler blowdown is necessary, it comes at a cost. Every litre of water discharged during blowdown carries with it significant thermal energy — the same energy that was used to heat the feedwater to boiler operating temperature. This discharged heat is the primary source of boiler blowdown losses.
Heat Energy Loss
The temperature of water inside a steam boiler typically ranges from 150°C to 200°C, depending on operating pressure. When this hot water is discharged to drain, it carries enthalpy (heat content) that is directly wasted. In a boiler operating at 10 bar pressure, the blowdown water temperature exceeds 180°C — releasing enormous amounts of heat with each discharge.
Fuel Consumption Impact
Replacing the discharged hot water requires the boiler to heat fresh cold makeup water. This increases the thermal load on the boiler and directly raises fuel consumption. In industrial facilities with high blowdown rates, this additional fuel burn can account for 1% to 3% of total boiler energy consumption — a significant cost in large-scale operations.
Water and Chemical Losses
Along with heat, blowdown also wastes treated feedwater and the chemicals used to condition it — including oxygen scavengers, scale inhibitors, and pH control agents. Excessive blowdown therefore multiplies both water treatment costs and the environmental burden of chemical discharge.
Causes of Excessive Boiler Blowdown Losses
1. Poor Feedwater Quality
When the feedwater entering the boiler has high hardness, elevated TDS, or significant contamination, the rate at which dissolved solids concentrate in the boiler water increases rapidly. This forces more frequent and larger blowdown volumes to maintain acceptable TDS levels — driving up energy losses.
2. Inadequate Water Treatment Programme
A poorly designed or inconsistently applied water treatment programme fails to control hardness, alkalinity, and silica effectively. Without proper pretreatment — such as softening, deaeration, and chemical dosing — TDS levels rise faster, necessitating more aggressive blowdown practices.
3. Manual Blowdown Without TDS Monitoring
Many industrial boiler operations still rely on manual, time-based blowdown schedules rather than actual TDS measurements. This leads to over-blowdown — discharging more water than necessary — simply because operators cannot accurately gauge the current dissolved solid concentration in the boiler.
4. High Condensate Losses
When condensate (the water formed when steam condenses) is not effectively recovered and returned to the boiler, the system must use more fresh makeup water. Fresh water carries more dissolved solids, increasing the TDS loading per unit time and requiring more frequent boiler blowdown.
5. Absence of Automatic Blowdown Control
Without automated TDS monitoring and control systems, operators tend to err on the side of caution and blowdown more than needed. Automated systems precisely regulate blowdown volume based on real-time TDS measurements, eliminating over-blowdown and the associated energy waste.
Impact of Boiler Blowdown on Steam Boiler Efficiency
Excessive boiler blowdown has a direct and measurable impact on the operating efficiency of a steam boiler system. The consequences extend beyond simple heat loss.
Reduced Thermal Efficiency
As a rule of thumb, every 1% increase in blowdown rate reduces boiler thermal efficiency by approximately 0.2–0.3%. In large industrial boilers operating at high steam demands, even a modest reduction in blowdown rate can yield substantial efficiency improvements and significant fuel cost savings.
Increased Operating Costs
Higher fuel consumption from repeated heating of cold makeup water increases operating expenditure. In addition, increased water chemical treatment costs and higher makeup water consumption add to the financial burden. These compounding costs make uncontrolled boiler blowdown one of the most economically damaging inefficiencies in steam generation.
Environmental Impact
From a sustainability perspective, higher fuel consumption directly translates to increased CO₂ and greenhouse gas emissions. Industrial facilities targeting carbon reduction goals must therefore treat boiler blowdown optimisation as a strategic priority, not merely an operational detail.
Solutions to Reduce Boiler Blowdown Losses
Fortunately, proven technologies and best practices exist to significantly reduce boiler blowdown losses without compromising water quality or boiler safety.
1. Automatic Blowdown Control Systems
An automatic blowdown controller continuously monitors TDS levels using conductivity measurement sensors and automatically opens and closes the blowdown valve to maintain TDS within the setpoint range. This eliminates guesswork, prevents over-blowdown, and ensures consistent water quality — typically reducing blowdown volume by 30% to 50% compared to manual practices.
2. Blowdown Heat Recovery Systems
A blowdown heat recovery unit (also known as a blowdown vessel or flash vessel with heat exchanger) captures the thermal energy in blowdown water before it is discharged. The flash steam generated from the high-pressure blowdown water is recovered and redirected to the deaerator or low-pressure steam header. The residual hot water is passed through a heat exchanger to pre-heat incoming cold makeup water, recovering up to 80% of the thermal energy that would otherwise be wasted.
3. Optimised Water Treatment Programme
Implementing a comprehensive feedwater treatment programme — including water softening, deaeration, chemical dosing, and regular water quality testing — reduces the rate at which TDS accumulates in the boiler. Better feedwater quality directly reduces the required blowdown rate and associated losses.
4. Improving Condensate Return Rates
Maximising the return of condensate to the boiler reduces the volume of fresh makeup water required. Since returned condensate is already hot, demineralised, and low in dissolved solids, higher condensate return rates lower TDS loading — enabling reduced blowdown frequency and volume. Improving steam trap efficiency and fixing condensate recovery leaks are high-ROI interventions.
5. Continuous TDS Monitoring and Reporting
Installing real-time TDS monitoring equipment with data logging capabilities allows engineers to track boiler water quality trends over time. This data enables proactive adjustments to blowdown rates, water treatment dosing, and operational procedures — preventing both under-blowdown (which risks scaling) and over-blowdown (which wastes energy).
Best Practices for Industrial Boiler Blowdown Management
Different industrial sectors have unique steam demands and feedwater characteristics. However, the following best practices apply across industries to optimise boiler blowdown management.
| Industry | Key Challenge | Recommended Practice |
|---|---|---|
Rice Mills |
ContentHigh silica in process water causes rapid TDS rise |
Automated blowdown with silica-specific water treatment |
Food Processing |
Steam purity requirements are strict for direct steam contact |
Low TDS operation with enhanced blowdown heat recovery |
Textile Industry |
High steam volumes lead to large blowdown heat losses |
Flash vessel + heat exchanger system for maximum energy recovery |
Chemical Industry |
Process chemicals may contaminate condensate return |
Continuous TDS monitoring; increased blowdown when condensate quality drops |
Boiler Blowdown Calculation
The blowdown water percentage required can be calculated with the help of given formula-
Blowdown % = feed water TDS % of makeup water Permissible TDS – Feed water TDS
For example, A 2 TPH boiler with 90% condensate recovery system working on feed water having 300 ppm TDS and the maximum limit of the TDS is 3000 ppm. Then,
Blowdown % = 300103000-300= 1.11%
= 1.112000100= 22.22 kg/hr
Loss due to improper Blowdown
If the blowdown percentage is not optimised it can lead to a huge amount of energy as well as water loss.
Considering the above example, if blowdown is 2% instead of 1.11%
The excess amount of water = 40-22.2 = 17.8 kg/hr
If boiler operates 12hr per day for 300 days in a year then
= 17.8 * 12 * 300 = 64,080 kg of water
The boiler operating pressure is 10 kg/cm2 then energy associated with the water = 64,080 * 180 = 1,15,34,400 kcal in a year
Operating fuel of the boiler is coal of CV 5300 kcal/kg
Then equivalent fuel wasted in a year = 2176.30 kg
Cost of fuel is Rs 20 per Kg then,
equivalent money wasted in a year in the form of excess blowdown water = 2176.30 * 20 = 43,526 Only 0.9 % of excess blowdown causes you rupees 43,526loss
Heat Recovery Methods From Blowdown Water
- Flash Tank-Heat Exchanger System
The system shown below consists of a flash tank and a heat exchanger. The temperature of the blowdown leaving the flash tank is usually still above 100°C. The heat of this flash blowdown can be used to heat makeup water by sending it through the heat exchanger, while cooling the blowdown at the same time. Heating boiler makeup water saves on fuel costs.

- Flash Tank system

The flash tank system shown in the figure below can be used when expense and complexity must be reduced to a minimum. In this system, the blowdowns from the boilers are sent through a flash tank, where they are converted into low-pressure steam. This low-pressure steam is most typically used in deaerators or makeup water heaters.
Universal Best Practices
- Set and enforce TDS setpoints based on boiler manufacturer recommendations and water quality standards.
- Conduct regular blowdown audits to measure actual blowdown rates against calculated optimal values.
- Train boiler operators on water chemistry fundamentals and the energy cost implications of excessive blowdown.
- Integrate blowdown data into your energy management system for trend analysis and performance benchmarking.
- Review and update your water treatment programme annually or whenever feedwater source characteristics change.
Conclusion
Boiler blowdown is a necessary process in every steam boiler system, but it does not have to be a major source of energy waste. By understanding the root causes of excessive boiler blowdown losses — poor feedwater quality, manual blowdown practices, lack of automation, and inadequate water treatment — industrial facilities can take targeted action to reduce energy waste and improve system efficiency.
The combination of automatic blowdown control systems, blowdown heat recovery units, optimised water treatment, and improved condensate return rates can dramatically cut energy losses. For large industrial boiler installations in sectors like food processing, textiles, rice milling, and chemicals, these improvements can generate significant fuel cost savings and reduce carbon emissions — delivering both financial and environmental benefits.
Ultimately, effective boiler blowdown management is not a cost — it is an investment in the long-term efficiency, reliability, and sustainability of your steam generation system.
FAQs
Manual blowdown control can be time-consuming and labor-intensive. It can also be difficult to ensure that the correct amount of water is being blown down, which can lead to problems such as scale buildup, corrosion, and carryover.
Automatic boiler blowdown control systems typically use a conductivity probe to measure the concentration of dissolved solids in the boiler water. The probe sends a signal to a controller, which then opens or closes a valve to regulate the amount of water that is blown down.
Automatic boiler blowdown control offers a number of benefits, including:
Increased efficiency: Automatic blowdown control can help to improve boiler efficiency by reducing the amount of water that is lost to blowdown.
Reduced maintenance costs: Automatic blowdown control can help to reduce maintenance costs by preventing scale buildup, corrosion, and carryover.
Improved safety: Automatic blowdown control can help to improve safety by preventing boiler explosions and fires.
Automatic boiler blowdown control systems can be expensive to purchase and install. They can also be more complex to operate and maintain than manual blowdown systems.
Automatic boiler blowdown control is a system that automatically regulates the amount of water that is blown down from a boiler. This is done to maintain the boiler water chemistry at a safe and optimal level.
The frequency of blowdown depends on the type of boiler, the operating conditions, and the water quality. In general, boilers should be blown down at least once per shift.
The amount of water that is blown down should be sufficient to maintain the boiler water chemistry at a safe and optimal level. In general, boilers should blow down a small percentage of the total water volume.
Signs of improper blowdown include:
Scale buildup on boiler tubes
Corrosion of boiler tubes
Carryover of water droplets into the steam
Boiler explosions and fires
If you are having problems with automatic boiler blowdown control, you should contact a qualified technician. They will be able to diagnose the problem and recommend a solution.
There are a number of resources available to learn more about automatic boiler blowdown control. These include:
Boiler manufacturers
Boiler service companies
Technical publications
Online resources